In the world of manufacturing, surface treatment plays a crucial role in achieving high-performance adhesion. Whether bonding, coating, sealing, painting, or printing, every manufacturer understands the significance of a well-defined adhesion process. Think of adhesion as the glue that holds a product's structure and the entire manufacturing process together.
To ensure successful adhesion, the surfaces of the materials being bonded, painted, printed, or coated must undergo meticulous preparation steps before assembly. These steps are specifically designed to create a bondable surface and ensure a predictable adhesion during the production process.
Surface treatment methods encompass a wide range of techniques tailored to suit different materials and applications. This article will explore common surface treatment methods used in manufacturing.
What is Surface Treatment?
Surface treatment involves altering the molecular constitution of a material surface so that it interacts (as expected) with an adhesive, ink, coating, paint, or other surface to create a strong bond between the two substrates.
Adhesion is fundamentally a chemical reaction between the top 1-3 molecular layers of surfaces coming together. Glue is sticky because it forms chemical bonds with the surface it's bonding to. This is the same principle that makes all adhesion successful.
Controlling the chemical composition of a surface's top few molecular layers can guarantee high-quality adhesion and be the cornerstone of a predictable adhesion process. Therefore, all the surface treatments and preparation before the product is assembled need to be calibrated and monitored with this in mind.
Surface Treatments to Guarantee High-Performance Adhesion
Several surface treatment methods have become commonplace in adhesion processes, and choosing the most appropriate one is vital.
Important factors to consider when selecting the appropriate equipment and surface treatment method must encompass the recognition that different material types exhibit distinct chemical reactivity levels, necessitating a more general or intensive surface activation. Certain materials can successfully undergo batch treatment, while others demand a more precise treatment to target specific areas.
What Types of Surface Treatment are Available?
To aid in effective decision-making, here's a practical overview of readily available surface treatment solutions and guidance for enhancing their operational efficiency and optimization.
Plasma, Flame, and Corona Treatments
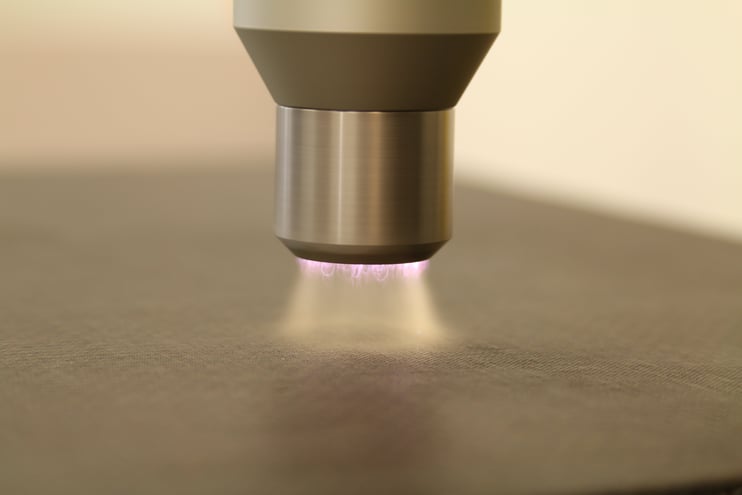
All three of these methods use equipment to chemically alter a material's surface to make it more amenable to adhesion. Each method differs in execution and is used for different applications, but, in simple terms, they each bombard the targeted surface with chemicals to break existing molecular bonds and create a chemically reactive surface that is eager to adhere. There are two types of plasma treatment: atmospheric and vacuum. Both types alter the surface by oxidation.
Vacuum plasma is a surface treatment process that affords greater control over variables, including gas composition and ratios. Conducted within a vacuum chamber, this method is particularly favored for coating processes. For instance, coatings applied to eyeglasses demand precise gas compositions to establish protective barriers or non-reflective coatings, enhancing the performance and durability of the eyewear.
Atmospheric plasma treatment employs a nozzle that draws gas directly from the atmosphere. This method, characterized by fewer controls, is suitable for enhancing surface properties in smaller treatment areas. However, it proves particularly effective in continuous processes for large-scale manufacturing, seamlessly integrating into production lines.
Corona treatment works by discharging high-voltage, high-frequency electricity from an electrode in a ceramic tube that runs the length of the roll of material needed to be activated. The electricity is sent through the material to an electrically-grounded, metal roll called the treater roll, that the material is wrapped around. This interaction between the electrode and the metal roll creates a visible flash on the surface of the material roll as it moves between the two components. Corona treatment is commonly used in treating polymer films prior to printing, coating, or laminating.
Flame treatment uses a carefully controlled blend of natural gas and air to create a hot, oxygen-rich plasma. First, the heat removes contaminants. Then, after contaminant removal, the oxygen-rich plasma activates the surface by partial oxidation. This process is typically used on low-energy surfaces that can be difficult to adhere to, such as plastics and composites. Flame is the hottest of these surface preparation processes, so polymers treated using flame could be prone to melt or create what's referred to as LMWOM or low-molecular-weight oxidized material (such as aliphatic hydrocarbons) that could interfere with bonding. This is one reason why film companies use corona, which is generally considered the coldest of the three types.
All three methods are highly effective in preparing a surface for the proper state of readiness, but particular concerns need to be understood and monitored:
- Substrates can be under-treated or over-treated, and either state can adversely impact adhesion.
- Parts or materials often enter the surface preparation process with varying degrees of chemical cleanliness. These treatment methods need to be calibrated at the correct surface treatment level, and a device, such as the Surface Analyst, that can assess surface readiness is essential to achieve calibration successfully. The surface readiness tool must also be used to monitor any changes occurring as the treatments are used because their parameters may vary over time during use.
- Excessively soiled parts may not be adequately cleaned because these methods are not designed to remove oils or large particulates.
- Overtreatment can volatilize and damage the surface, adversely impacting adhesion.
Chemical Etching
Chemical etching is an exact cleaning and surface activation process that uses baths of temperature-regulated chemicals to selectively remove material to clean metal surfaces and parts. This technique is useful, but if the process is not tightly controlled, it can result in chemical contamination and variations in effectiveness. This method is common in microelectronics and medical devices, where precision and high reliability are critical.
Vapor Degreasing
Vapor degreasing is a version of a solvent bath that functions on the principle that solvent vapor will break up and remove contaminants from a material surface. In this method, the temperature of a solvent bath is raised by a heating coil, and the vapor emanating from the solvent rises into a chamber holding the part being treated. The solvent vapor removes the contaminants by condensing on and then dripping off the surface of the part. Often, the solvent can be recovered and reused, making this an economical option. However, it must be closely monitored to ensure the solvent is distilled correctly and contaminant-free when reused. The solvent must also be suitable for the material and entirely rinsed before adhering to the part.
Laser Ablation
Laser ablation is an extremely precise cleaning technique that works through the removal (ablation) of tiny fractions of a material surface by a focused, often pulsed, laser beam. The laser irradiates the surface to remove atoms and can be used for drilling tiny, deep holes through very hard materials, producing thin films or nanoparticles on a surface, preparing surfaces in a micro- and nano-controlled fashion, and so on. When laser ablation is not closely monitored, it can form micro-debris that bonds with the surface, making it challenging to remove. Additionally, overtreating the material can result in the conversion of the substance into a plasma.
No matter what cleaning methods are used, it is important to realize that unexpected contamination can happen upstream or downstream of any operation. Because parts usually cross different departmental boundaries, all personnel must thoroughly understand the sensitive nature of surfaces, the consequences of eschewing proper procedures, and the risk of inadvertently introducing contaminants.
Discover the hidden costs of human choices in this article, "The Hidden Costs of Human Choices: Compromising Optimal Product Design and Manufacturing."
How To Design Manufacturing Processes for High-Quality Adhesion
Most organizations have experienced, and likely are currently experiencing, some kind of adhesion failure. Sometimes, these can be minor yet pervasive (like ink not sticking correctly to a polymer label or a powder coating chipping off of a metal surface), and sometimes, these can be catastrophic safety issues (like a lens on a car sensor malfunctioning because a coating wasn't keeping out moisture). When adhesion failure occurs, the root cause analysis and remediation can be complicated, especially if you don't have help from adhesion process experts or surface quality monitoring equipment.
A process equipped with Surface Intelligence is imperative to ensure the optimal preparation of surfaces for adhesion. Designing manufacturing processes with a focus on the chemical intricacies of adhesion and assessing surface quality based on adhesion science ensures the creation of highly bondable surfaces. This approach allows for precisely measuring variables that exert the most significant influence on adhesion.
Discover how your organization can harness the power of Surface Intelligence in your surface treatment processes to enhance product development. Download the eBook, 'The Advanced Guide to Transforming Product Development Through Surface Intelligence Data & Technology.'