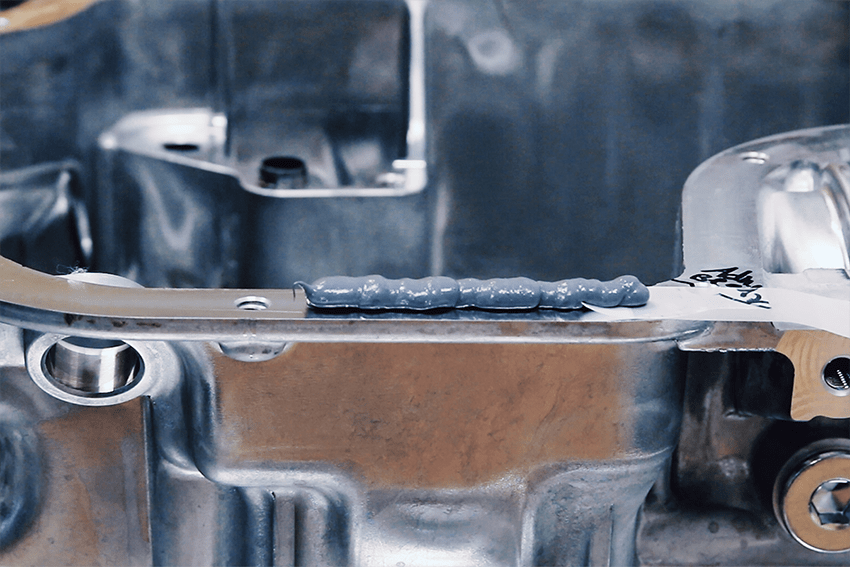
Form-in-place-gaskets (FIPG) have been a revolutionary advancement in industries that bank on high-reliability sealing applications. FIPG is a versatile sealing technique that deploys a mostly silicone (they can sometimes be blended with metals like silver, aluminum, and nickel for conductivity purposes) bead on a metal surface (typically) to act as an adhesive and sealant to keep moisture, light, debris and other kinds of interference out and to keep liquids, gases, and electronic components safely tucked away inside the sealed assembly.
For FIPG to be able to do its job, it relies on predictable adhesion. Full and proper preparation of the surfaces the FIPG is going to be applied to is imperative before the bead gets put down.
So many benefits can come from using FIPG, but if the adhesion process is inadequate and you can’t be absolutely certain the seal will hold, then all those benefits go out the window. With FIPG, scrap can be greatly reduced, fewer parts need to be stored, and the ability to automate the application of FIPG lowers some costs of manufacturing parts that require this type of sealing. Metal gaskets, like wire mesh or die-cut gaskets, need to be produced at a high volume and without much standardization to accommodate all the variations in the designs of each surface being sealed. The waste this creates really adds up, and storing parts takes up valuable inventory space. Robotic deposition of FIPG adhesives has opened up opportunities for efficiency and consistency. With all these advantages, you want to make sure you’re setting the stage for FIPG to do its best work.
Many Applications for FIPG
FIPG is used almost ubiquitously in the automotive sector, but because of its effectiveness at electromagnetic interference (EMI) shielding for electronics packaged within larger structures. This sealing technique is being utilized widely in medical device manufacturing, consumer electronics, and telecommunications.
If you’re an automotive manufacturer, you likely use FIPG to seal your oil pans to your engine block, engine cover to the engine block, intake manifolds, thermostat housings, pump covers, etc. You’ve likely been using it for years.
Learn about the steps you can take to build a better manufacturing process. Download our eBook: Predictable Adhesion in Manufacturing Through Process Verification
 As electronics get more and more integrated into every kind of assembled product, FIPG is playing a pivotal role in ensuring reliable performance. Navigational systems in aerospace applications, headlamps, and power steering housings in automobiles, and the myriad products that require EMI shielding are using FIPG as a way to protect electrical components and package them smaller and tighter when isolation is imperative.
As electronics get more and more integrated into every kind of assembled product, FIPG is playing a pivotal role in ensuring reliable performance. Navigational systems in aerospace applications, headlamps, and power steering housings in automobiles, and the myriad products that require EMI shielding are using FIPG as a way to protect electrical components and package them smaller and tighter when isolation is imperative.
Applications can include:
| Railroad & Mass Transit Systems | Medical Equipment | Military & Defense |
| Control and propulsion systems | Electrical and electronic equipment in surgical units | Critical infrastructure that could be vulnerable to intentional electromagnetic interference |
| Signaling and control systems | Life support devices such as ventilators and infusion pumps | |
| Patient assistance equipment | ||
| X-ray machines |
Since FIPG is so crucial to the protection of so many things, it requires manufacturers to understand how their adhesion process creates the ideal surface to make the strongest bond.
Control Your Surface, Control Your Seal
The success of your FIPG seal starts at the surface of the material being sealed, but the creation of that ideal bond surface begins much further upstream than you might assume.
Most manufacturers either currently have an adhesion issue that they need to solve or they have a process that they want to continue to keep problem-free but don’t necessarily know how to inculcate their process from failures. Either way, the approach needs to begin with examining the entire adhesion process to suss out the Critical Control Points where the surface has an opportunity to change. Every manufacturing process that involves bonded assemblies is essentially manipulating surfaces throughout the entire journey of each part, and each manipulation creates a different surface.
When talking about surfaces as they relate to adhesion, we are talking about the chemical makeup of the top 3-5 molecular layers of the material. This infinitesimally small region is where adhesion occurs. Adhesion is a chemical reaction between molecules on the bond surface and the adhesive or sealant. In the case of FIPG, there is a chemical reaction occurring between the metal surface and the bead.
So, when evaluating what is happening at each Critical Control Point, you need to verify that the chemical changes to the surface are progressing according to plan as the part maneuvers through the process. The best way to do this is to identify your Critical Control Points with an adhesion process expert and then implement a quantifiable method for verifying the chemical characteristics of the surface before and after each point. At Brighton Science, we call this “measuring the surface quality.” When the surface is closer to being ready to bond, it is a higher-quality surface. Since, with the right technology, you can put a number to surface quality, you can measure that quality for the first time in the history of manufacturing.
Controlling the surface quality with a fully controlled adhesion process through quality validation institutes a new way of ensuring FIPG success.
What are Some FIPG Critical Control Points?
Two of the most prominent areas where surface quality checks are absolutely essential (and where reliable evaluations are not able to currently be done) are around supply chain control and around the part wash operations.
Within the supply chain, there are a lot of unknowns since many aspects of part creation happen before reaching the facility where the assembly occurs. So, the critical piece manufacturers can accomplish is a surface quality check on all incoming parts.
There is no way for the assembling entities to directly control the casting, machining, initial cleaning of mold release, coolant usage, and all the various stages that happen before the parts reach the facility. But it is possible to set a surface quality standard on incoming parts, so when you expect clean parts, you can verify that they are, in fact, clean.
This affects every single subsequent step. If a part comes in with residual mold release on the surface, even in trace amounts, the parameters set on the downstream cleaning machines and steps are no longer adequate because the assumption is that these parts will have the mold release fully removed before they arrive.
There are also handling and packaging issues involved with the shipping and storing of parts. The more a part is handled and the more the surface comes into contact with other materials, the more chances there are for chemical changes to occur that could have unintended effects on the success of the FIPG seal.
During the cleaning or wash portion of the adhesion process, the operation may be insufficient, and when this becomes apparent to the manufacturer, the usual response is to wash the part again. What if the wash fluids are, in fact, not cleaning the surface but are depositing some adhesion-inhibiting contaminants on the surface? What if, when wiping the surface, the method is improperly executed and what you are intending to remove from the surface actually just gets spread around the surface?
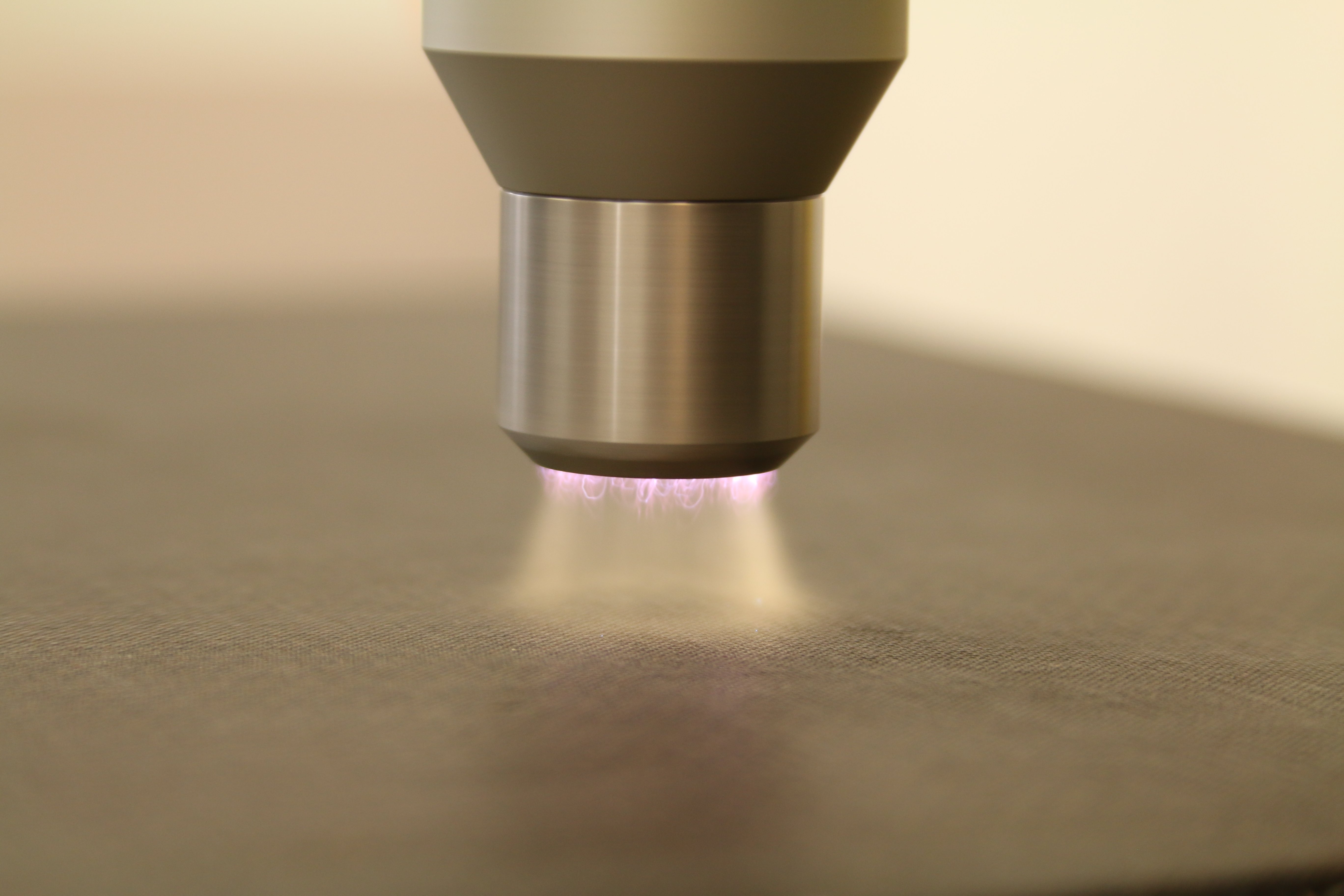
Sometimes additional cleaning or activation steps are required. Since adhesion needs a particular chemical makeup on the surface in order to be successful, surface preparation steps like plasma treatment or flame treatment could be necessary to create that ideal chemical profile. That kind of equipment is not always common on lines that have been assembling products with FIPG sealing for years. But rethinking what it takes to ensure adhesion means doing what it takes to create better surfaces.
Controlling these process steps is vital to having an adhesion process that results in predictable FIPG sealing. Unintended substances can appear on the surface from many sources. Even though the silicone the FIPG itself is made of is a non-migratory silicone (so it’s not going to interfere with adhesion), there are silicones from cosmetics, bagging materials, and mold releases that are detrimental to adhesion.
How to Validate the Cleanliness of a Surface Before Applying FIPG
There are methods such as dyne ink tests and water break tests that have been used to get a sense of the cleanliness of surfaces, but there are a lot of drawbacks to these legacy tests. For starters, dyne inks are not intended for use on metals, and most FIPG applications involve metallic materials. Both dyne inks and water break tests can create more scrap.
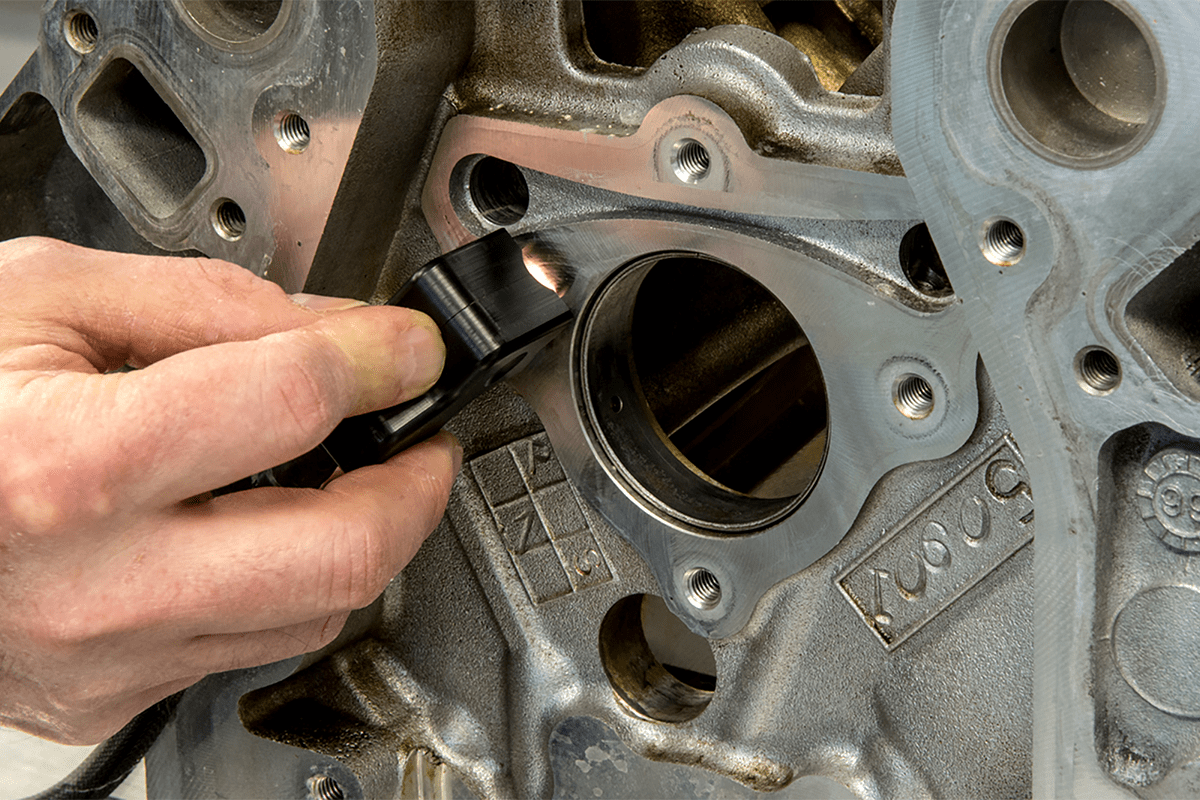
One of the biggest hurdles to validating cleanliness for FIPG applications is measuring surface quality in tiny spaces. Most of the time, FIPG is applied on very small edges or even in tiny channels designed to hold the bead. Measuring cleanliness in narrow spaces can be extremely difficult without the equipment designed to inspect inside those channels. Water contact angle measurements are a great solution to evaluate these types of surfaces because, with a precise volume of water, you can get a numerical value of surface quality.
The video below illustrates an automated water contact angle measurement method on an engine block to make sure the surface has been adequately prepared before FIPG is applied.
Water contact angle works by depositing a drop of water on the surface of a material and measuring to what extent the drop expands (wets out) or constricts (beads up). If the water is attracted to the surface because the chemical composition is right, it will wet out. This correlates directly to how the FIPG will respond to the surface, so with this measurement in hand, you can effectively predict if your FIPG will stick properly. No leaks, no seal breaks, and no worries.
Create a Better Surface to Ensure FIPG Reliability
To make FIPG seal with flawless consistency and predictable reliability, you need to control your surface quality. To control your surface quality, you need to control your adhesion process. All of these aspects of manufacturing go hand-in-hand and the way to solve FIPG failure is to deepen the understanding of what makes adhesion work, what needs to be adjusted to make it work better than it currently does, and implement cleanliness validation equipment that guarantees the changes to surface at each Critical Control Point is going according to plan.
To learn more about creating a better adhesion process, download our eBook: Predictable Adhesion in Manufacturing Through Process Verification.