Regulatory specifications in manufacturing exist to ensure that the highest quality, safest, and most useful products are created. These are devised internally through research and development testing to meet customer demands and through external regulatory bodies to protect consumers and public safety. The constraints put on manufacturers by these specs bring accountability and quality control into the process.
The best way to be certain that these specifications are being met is to implement surface quality measurement devices that:
- Are able to be used directly on the production line
- Use a quantitative measurement of surface quality
- Are non-destructive to the material surface being inspected
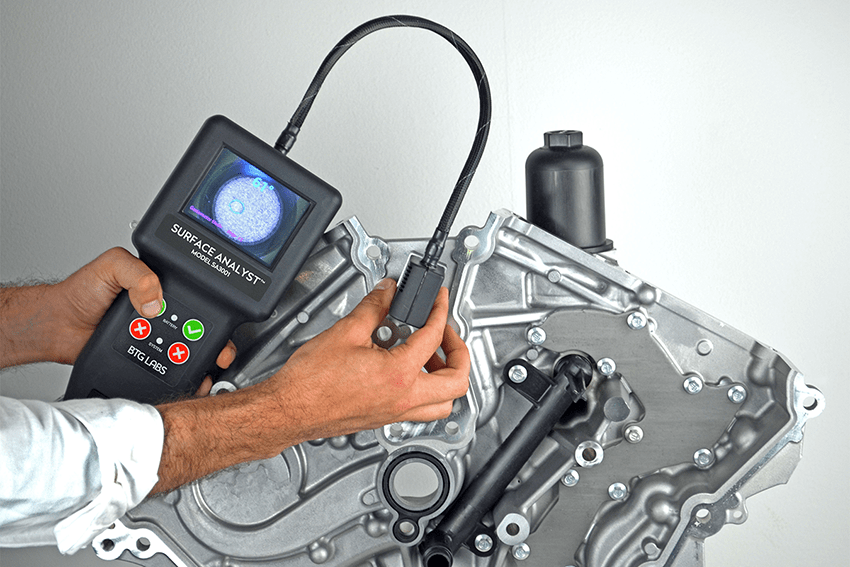
Devices, like the benchtop goniometer pictured above, that measure water contact angle put a numerical value on surface quality. The water contact angle indicates the surface energy of a material which refers to how chemically reactive a surface is and, therefore, how ready for adhesion or how chemically clean it is.
The Importance of Adhesion Specifications
Adhesion performance is a crucial aspect of the overall functionality of a product. Specifications that ensure adhesion success involve things like:
- Cleanliness
- Chemical characterization of material surfaces
- Removal of cutting fluids and mold releases
- Coating thickness or uniformity
- Strength and composition of adhesives
- Curing process
- Surface treatment parameters
- The chemical makeup and when to change industrial wash fluids
- And more
All of these aspects of adhesion processes are bolstered by having surface quality specifications and equipment to verify that these are met to understand the state of material surfaces throughout the production process. The control offered by these specs also provides manufacturers certainty that the top few molecular layers will interact properly with the adhesive or coating or that the material meets cleanliness and anti-contamination requirements.
Ensure Specs Are Being Met Using Surface Quality Measurements
First, you must know what your specifications are--for surface cleanliness, adhesion performance, or coating characteristics. The second step is to apply a number to every Critical Control Point, or any place in the process where the surface has an opportunity to change for better or worse, either intentionally or not, that you can measure and monitor. This crucial detail is what a surface quality inspection device offers.
When you get quantitative measurements of surface quality from a device that is sensitive to the chemical makeup of the material surface, then you can track subtle changes and know precisely when and how things are deviating from the specification. One of the reasons it is necessary to use a device that can function on the production line where the cleaning, treatment, coating, and bonding operations are happening is to make sure these changes are being caught at the point they are occurring. Every Critical Control Point needs to have a surface quality inspection before and after. Measuring before and after a Critical Control Point (such as a vapor degreasing step, chemical etching, flame treatment, time in storage, etc.) lets manufacturers know exactly to what extent the surface state is being altered.
A number draws a line in the sand. Hence, manufacturers have a clear benchmark for what surface quality actually means for their application, so they can make immediate adjustments when necessary to optimize their processes. A surface quality specification number also creates a common language around how to control cleaning and adhesion processes between suppliers and other plants within the manufacturer’s own company.
Two Approaches to Meeting Regulatory Standards
One method of ensuring that regulatory standards are met is to employ what is called the Precautionary Principle. This is essentially a way of reducing variables and being highly skeptical of any new variable introduced to a process that hasn't been completely proven to be risk-free.
This scientific approach is highly effective at maintaining a high level of certainty that the operations, procedures, and equipment being used in a process are only helpful and are in no way detrimental. In an adhesion process, a surface quality device validates that this is so. Using a quantitative test on surfaces whenever there is a Critical Control Point helps eliminate risk caused by the uncertainty of knowing what an operation is doing to the material surface.
High-reliability applications, such as those in the health and medical industries, aerospace, and for manufacturers of electronics used in all of these areas, rely on this kind of approach to keep total control over all variables. It puts a wide margin between the surface state achieved and what satisfies the standard to make absolutely sure the product passes.
Another approach is to run a series of empirical tests that creates confidence in the number because it can be understood that when that number is achieved - cleanliness and/or adhesion is successful. Nothing else needs to be fleshed out or debated. When you know what your number is and you know what process leads to your surface state achieving that number, then you can be certain you will meet your adhesion specifications.
Quantitative tests like water contact angle measurements put a numerical, trackable value on surface quality and infer something about the chemical state of the surface. It is a very useful correlative test that is repeatable and reliable. Once the desirable specification has been established, then a surface quality device that measures the water contact angle can be used to verify that this number is being attained.
Like a torque wrench, micrometer or measuring tape, surface quality devices are a measurement tool. They produce numbers that engineering and production can use to measure specific points in the process. They are not designed to take all thinking out of the application. A carpenter needs to know how to read a tape measure. A mechanic needs to be able to use and read a torque wrench (per the specification) to assemble many components on a car. Just because 12 in/lb of torque can be applied on a 1/4-20 fastener does not mean that this is the torque needed for the assembly to work well.
The surface quality gauge is your measuring tape for surface energy. It tells you if the surface has a high surface energy or a low surface energy. Every adhesive and material has a specific surface energy range where adhesion works to the desired effect. For bonding nutplates, it was determined that the optimal range on composite is 20-40 degrees and on metal it is 20-50 degrees.
It is extremely important to know the circumstances and specifications where adhesion processes are optimal for the given application. Surface quality inspection equipment helps ensure that these thresholds are being met so confidence can be gained throughout the entirety of the adhesion process.
Download the ebook “Predictable Adhesion in Manufacturing Through Process Verification” to gain insight into how to have the most effective product research and development laboratory possible. Eliminating adhesion failure before it begins is possible, as well as finding the root cause of failure with a lab that deals precisely with what is facing manufacturers on the production floor.