We’ve mentioned many times in various articles that bonded material systems are becoming the norm for manufacturers in nearly every industry. In order to make finished products more efficient in terms of weight, cut material costs, accommodate more automated processes, lessen the need for repairs on tiny fasteners, or protect sensitive components, manufacturers are looking to adhesive bonding and coating for solutions.
Cars and jets are no longer merely fastened and riveted together but are built from molded composite and advanced plastics that are adhesively joined to form the final structure. To protect electronic components that are a part of products used in environments that are not kind to delicate and vulnerable equipment, the circuit boards and components are typically encased in polymer coatings that adhere to the electronic piece itself. Metal connectors for life-saving medical equipment are coated with polymer over moldings. And the list goes on and on of examples from disparate industries relying on glue to keep the whole show afloat.
Each of the processes employed in factories around the world to make these bonded products bring new and formidable challenges. Changing material systems can mean designing whole new ways of processing those materials to get them ready for assembly.
When we’re talking about adhesion strength and reliability, we’re talking about chemical reactions. Controlling the quality of surfaces that will have an adhesive or coating applied to them can mean adding new equipment and cleaning operations that have never been necessary before.
Manufacturers see a lot of success with their new processes until, well, they no longer do. Once problems arise with their bonded structures not holding together the way they did at first, or maybe just not meeting performance tolerances, manufacturers may ask themselves what they can do. Even though these processes may have been in place for decades, manufacturers haven’t had the necessary insight and equipment to troubleshoot issues and so they end up just adding to their pile of or rework, scrap and warranty claims.
To illustrate how manufacturers in a relatively niche market have had to navigate adding new bonding and cleaning operations to their adhesion process, we ask you to consider the fish tank. Aquariums are comparably simple structures in relation to automobiles and airplanes but they are bonded structures that are made of adhesively-joined, dissimilar materials that absolutely must not have any failures.
An imperfect seal of any magnitude means the tank is not fulfilling its primary function - keeping all that sealife on the inside.
What Materials are Used to Build Aquariums
While being relegated to the insides of our homes, perhaps more of us have been considering ways to beautify our living spaces. Perhaps by adding an aquarium to the mix.
The classic aquarium, or fish tank (although many are built with more than just goldfish in mind), is a rectangular, glass container on a stand or plinth. They are made to hold extremely large amounts of ever-circulating water, aquatic life of every category as well as plants, stones, and driftwood.
Not all aquariums are rectangular, but they all have large planar sides made of glass that is adhered to a frame. The bonded seams where the glass pane meets the glass pane or the glass panes meet the frame need to withstand many pounds of pressure depending on the volume of the tank. The greater the volume, the greater the pressure on these joints.
Home tanks are typically constructed of glass because you can construct fairly thick walls without distorting how everything looks when you peer through the sheets. Enormous tanks that hold massive animals like sharks, manatees, or whales are usually made using acrylic, which can be thin enough not to refract light and distort what you see while being strong enough to hold all of that water back. Acrylic is more expensive than glass and is strong enough to hold nearly 2 million gallons of water (like this public aquarium in Okinawa, Japan) without shattering. The cost and relative durability of glass make it the ideal transparent material for home aquariums.
When it comes to the frames that the glass is set in, there are a few common materials used. Most higher-volume manufacturers build their frames using a single piece of molded plastic for the top and one to form the base that the glass sides are set in. Sometimes the joints between each glass side will be held together with a piece of molded plastic, but often a bead of silicone adhesive will join the sides directly to each other. Some custom aquarium manufacturers will use anodized aluminum for the frames and will adhere them to the glass with silicone.

Regardless of the materials used, the idea is to shore up these joints since they are, ostensibly, the weakest point in the structure. When the frame material, glass, and silicone are securely bonded, they create an even stronger material system than any of the materials on their own.
The way to reliably build these structures with the necessary strength and longevity(sometimes, these tanks are built to last a lifetime) is to control the adhesive, the curing process, and the surfaces of the glass and other materials that are being bonded.
Clean the Surfaces of Your Materials System Before Bonding
The most common adhesive used in assembling aquariums is silicone since it cures easily in the open air and is appropriately flexible. The silicone remains strong even though materials used in the structure, like aluminum and glass, have different properties and react to the environment differently. Dissimilar materials have different rates of thermal expansion, and the adhesive needs to compensate for minute differences in the materials over time. The pressure on the glass also causes the sheets to bow outward, putting strain on the joints and requiring some give in the adhesive while maintaining a powerful hold.
Controlling the adhesive itself and the curing process are crucial aspects of creating a powerful assembly, but those are both well-understood and heavily managed. The surfaces of the materials are usually outliers when it comes to quality control. Yet, the manufacturer's ability to fully prepare surfaces for bonding is directly related to the quality of the final product.
The materials used in the manufacture of these aquariums go through a series of processing and preparation steps before being assembled. The panels are cut, and the plastic frames are molded and extracted from the mold. These processes, as well as the handling and storage of the materials, have a dramatic effect on the final adhesion step.
The entirety of the manufacturing process has an influence on the reliability of the bonds created, even though the pieces are assembled at the very end.
After cutting, the glass is often sanded, cleaned, and polished. Through handling and rinsing, oils and films that are detrimental to adhesion can be deposited and left on the surface of the glass. The glass sheets are typically passed over a series of lights to ensure nothing is obstructing the light, but if the oils and contaminants are on the edges of those sheets (which can be ¾” thick), the visual light test may not reveal the presence of a film. Especially if those films are just a few molecular layers thick like a surfactant or skin oils would be.
Before applying the silicone bead to the molded plastic frame, even if you have verified that the glass is clean, you need to ensure that the plastic is fully prepared to create lasting chemical bonds with the adhesive.
Surface energy is the level of chemical reactivity a surface has, and polymers generally have a low surface energy, meaning they are not innately reactive. But the chemical properties of the surface can be altered through treatment, and the surface of the molded plastic can be activated, which increases its surface energy and makes it more bondable.
Treatments to increase surface energy include techniques such as plasma treatments and flame treatments. These processes break chemical bonds at the top few molecular layers and lightly oxidize the surface so that it becomes reactive and eager to form new chemical bonds. When a silicone bead is applied to a treated surface, it can create bonds with the molecules that make up the plastic surface and establish a strong, reliable material system between all three materials.
The key to knowing when the surface has been treated properly is to test the chemical state of the surface using a technique that is sensitive to the changes that are occurring during treatment. The chemical cleanliness of the material can be considered the surface quality, which needs to be quantitatively evaluated at every step that can affect the quality of the surface for better or worse.
These Critical Control Points (like cleaning steps, storage and handling steps, and treatment steps) need to have their impact thoroughly understood through data collection. Creating a traceable roadmap of the entire process allows manufacturers to know exactly what the quality of their surfaces is at all times so they can pinpoint where a specification isn’t being met.
How to Control Your Surface Quality and Make a More Efficient Process
An aquarium manufacturer that Brighton Science works with was using an IPA wipe on their surfaces before applying a flame treatment (to create a high-energy surface) and then conducting a dyne ink test to find out if the surface was ready for bonding. Even with this process, they were experiencing intermittent leaks and breaks in the seal.
The manufacturer was looking for a way to replace these manual processes with automated ones. Still, in order to make that happen, they needed a way to solve these intermittent problems.
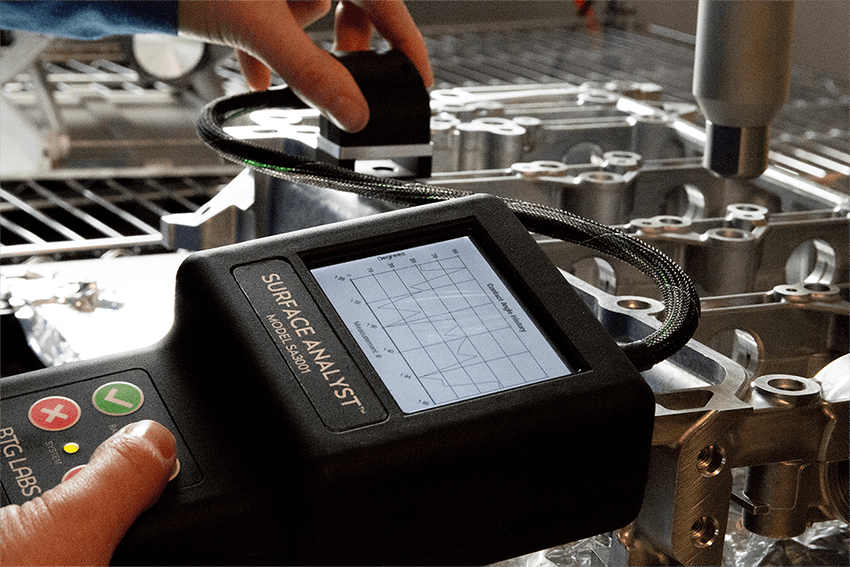
They first swapped out their flame treatment for an automated atmospheric plasma treatment for surface activation. When plasma treatment was implemented, they concurrently added a contact angle measurement of surface energy before and after the treatment to gauge how much they were chemically altering the plastic surface. Contact angle measurements are a fast, non-intrusive method of verifying that manufacturing processes create surfaces free of contaminants and have high surface energy.
With this surface quality control measure, the aquarium manufacturer was able to build a new level of certainty into their process. When they applied the adhesive to the materials they had cleaned and treated their surfaces to an exact degree, they knew the bonds would be strong enough to hold back the water.
Cutting down on rework on leaky tanks, they increased throughput and confidently made more aquariums than ever before.
Learn how to start holistically looking at your process and implement an inspection system that can meet the demands of changing material systems and novel treatment methods. Download our eBook about the best ways to begin seeing your manufacturing process as an integrated adhesion process and controlling your surface quality to build the most reliable products possible. Get your copy today: The Manufacturer’s Roadmap to Eliminate Adhesion Issues in Production