Automotive manufacturers who bond, seal, coat, paint, or print now have a reliable way to verify the cleanliness of their surfaces.
Higher Performance Materials Call for Higher Demand of Quality
In the automotive industry, there is a constant focus on higher-performance materials that provide more with less — better strength, better fuel economy, and better durability at the expense of weight and cost.
What manufacturers once produced in steel and iron they now make in aluminum. Furthermore, manufacturers are increasingly replacing aluminum with composite. Whether it is a car roof, hood, trunk lid, intake manifold, or dashboard, automotive manufacturers are pushing the boundaries of what they thought was possible for material performance.
New materials require new coatings, new adhesives, and new paints. And all of these require new process solutions to guarantee an ever-increasing demand for quality.
A major challenge has been the need to shift to a higher-performance material that requires bonding, coating, sealing, painting, or printing. These materials often have more stringent processing specifications to get similar adhesive performance.
In fact, automotive companies are having to implement manufacturing processes that more resemble the Aerospace industry (which has stricter margins for error). Examples of such errors include thermoplastic olefin (TPO) can be over-treated, a sealing joint poorly designed, a parts washer can miss its Preventative Maintenance (PM) schedule (or not having the correct one set from the beginning), and composite can be over-treated.
What's the Best Way to Manage These Challenges?
Understanding the variables that go into making a successful adhesive process in manufacturing; the surface of the substrate, the material you put down on the substrate (paint, adhesive, ink, solvent, plasma), the best method of application, and the chemistry involved.
The most significant variable in manufacturing tends to be the surface (the interface that you create through cleaning, coating, etching, etc.). The interface between paint, print, and adhesives is where the bonding process takes place. It must be measured to guarantee quality and consistency in a manufacturing operation. An accurate way to understand the adhesive quality of your surface interface is to measure its contact angle.
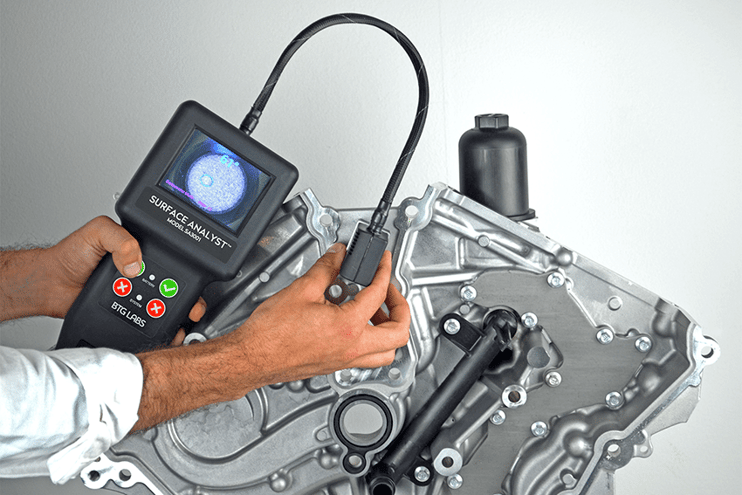
The Surface Analyst™ utilizes contact angle to bring a new kind of data right to the manufacturing floor in the automotive market. This handheld device from Brighton Science is used by some of the world's largest and most innovative automotive manufacturers to guarantee correct surface preparation for composite, aluminum, steel, cast iron, plastic, and rubber.
For development, manufacturing, and quality control, the Surface Analyst is the easiest and fastest way to bring data to your decisions by guaranteeing surface and material performance.
Legacy methods such as water break, dyne inks, and benchtop goniometers have done an inadequate job of addressing these issues because they are slow, inaccurate, or destructive.
The Surface Analyst can be used in a variety of automotive-specific applications to:
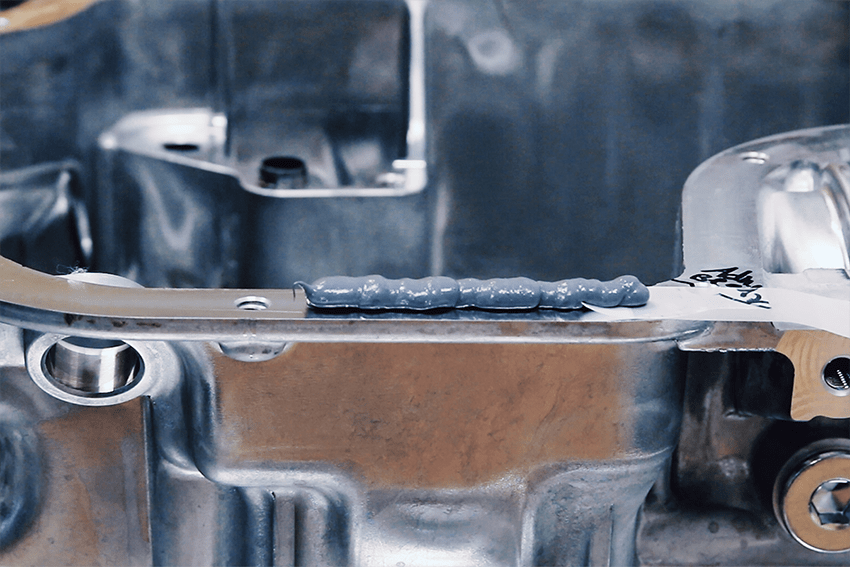
- Verify surface condition in Formed-In-Place Gasket (FIPG) applications
- Verify the performance of plasma, flame, and corona treatments
- Verify parts-washer systems for cast and machined metal parts. This saves water, prevents failures downstream or in the field, and guarantees performance in an assembly by controlling your cleaning process and levels.
- Verify the cleanliness of critical sealing surfaces during assembly, whether sealing an engine or a windshield
- Verify surfaces for interior and exterior paint applications
- Eliminate destructive testing and adhesion failure by guaranteeing the treatment level of TPOs
- Verify plasma treatment of headlight channels to guarantee a leak-free seal
By providing this capability through a versatile factory-floor system, automotive manufacturers are now able to build assemblies faster, easier, and with more confidence than ever before.
To learn how your manufacturing operation can adopt surface intelligence expertise and technology to eliminate adhesion and cleaning issues, download the eBook "Manufacturer's Roadmap to Eliminating Adhesion Issues in Production."