Coatings are an indispensable part of manufacturing photonics. The coatings help determine the most basic functionality of the lenses they are applied to. How much light passes through, what happens to that light when it passes through the lens, does some light get absorbed, and are some spectral ranges allowed to pass through?
Coatings also provide substantial protection for the optical components they are applied to. From anti-fog to anti-static coatings and anti-reflective to scratch-resistant coatings, they need to be heavily controlled and tested to make sure that they are deposited properly.
The coating of lenses is, at its heart, a chemical process in most photonics applications. The layers can be infinitesimally thin on the surface of the glass or polymer, or they can be multi-material layers of metal overcoats on top of already deposited layers. The complexity of the materials used and the variety of parameters at play make these coating processes very elaborate, where no aspect of the procedure can be neglected.
There is debate about how interchangeable the terms optics and photonics really are, and what it boils down to is just how pedantic you want to get. So, for the purpose of this article, I’m going to refer to instrumentation and device components as optics within the manufacturing industry of photonics. I’ll do a little flipping back and forth between terms, but for the most part, I’ll keep them separated by referring to photonics manufacturers and the cleaning, preparation, and coating of optics. Optics will be more synonymous with lenses in this case and not as Optics, the study of vision and light.
Optical coatings require three things to be true of the surface of the glass or polymer before the deposition process can even hope to go well. The surface must be:
- Clear of any adherent particles (dust and other tiny debris)
- Free of any residual surfactants or cleaning agents used during the preparation phases
- Chemically receptive to the coating that will nucleate, condense, or otherwise be applied to the surface
Surface Treatment and Conditioning for Photonics Manufacturing
Surface preparation of optic components is critical for strong adhesion of the coatings. The preparation, cleaning, and condition can depend on the material the optic is made up of and the coating to be deposited, but the universal fact is that the surface must be free of contamination in
the form of condensed volatile materials, for example, hydrocarbons and organic materials, to the level of less than one monolayer (~1 nm) and free of residues from the polishing process.
There is a ton of information about coating formulation, coating preparation techniques, and deposition or growth requirements, and all those processes depend on the properties of the coating materials as well as the lens material. These are often incredibly thin films and a million-and-one things can go wrong when they are applied to the optic surface.
To learn more about how to create a coating process that reduces risk and creates consistently reliable products, download our eBook: Predictable Adhesion in Manufacturing Through Process Verification
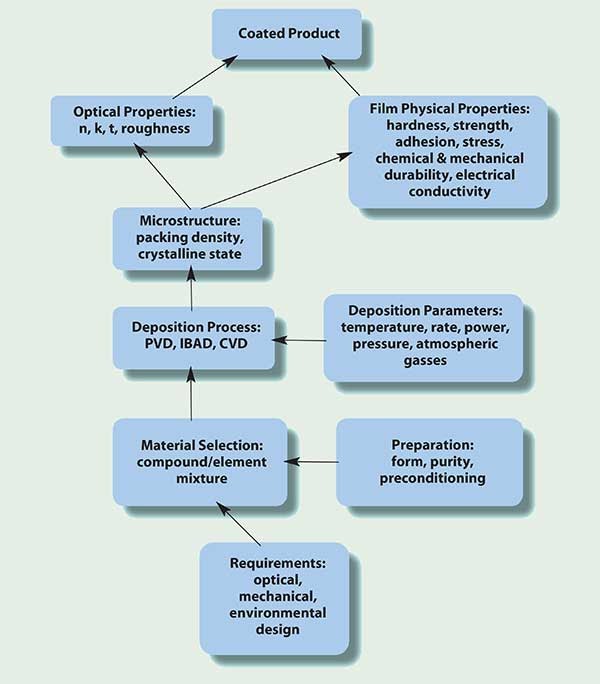
This chart from Williams Advanced Materials shows the complex interdependency of each step in the coating process and the parameters and properties that must be managed, tested, and accounted for:
One way to lower the risk of a coating not adhering properly or uniformly is to control the surface it will be adhering to through cleaning, treatment, and conditioning. The glass or polymer of the optic needs to have certain chemical properties apparent in order for the coating to bond with the surface and remain durable throughout the life and use of the final assembly.
Chemical changes that occur on the surface during manufacturing can be visible but, more likely, are much too small to see. Sodium carbonate can form a white layer on the surface of soda lime glass (one of the most common glass materials, used in everything from windows to microscope slides) that has been cleaned with deionized water and then reacts with carbon dioxide in the air. More often, though, a thin layer, only a few molecular layers thick of organic contaminants attach to the surface, especially after cleaning.
Glass lenses can often be sufficiently cleaned with acidic solutions and solvents to remove contaminants. Polymer lenses require an activation step to create a reactive surface for the coating to bond strongly to. Materials consisting of metals (like mirrored substrates) can often be cleaned using an abrasive or etchant to remove oxide layers.
Ultrasonic washers are commonly used in high-volume manufacturing of glass optics. The acidic or alkaline solutions in the baths are really good at removing stubborn organic contaminants, but the critical rinsing step needs to thoroughly cleanse the surface of these surfactants.
With polymeric lenses, the typically inert surfaces need to be altered to make them chemically reactive and ready to adhere to the coating. This often requires a plasma treatment with some combination of oxygen, nitrogen, and argon, with argon being the most expensive, even though it’s very good at breaking down organic contaminants. This surface preparation might be done using a corona treatment or in a vacuum chamber. The vacuum treatment can be preferable in some realms of photonics manufacturing, like ophthalmology, since the lenses in those applications usually have more variation in their geometry, making it somewhat harder to get a uniformly activated surface.
Once the surface has been plasma treated, it is quite unstable because it is so reactive, and the coating application should be done as quickly as possible. Storing or handling the lenses at this point will most certainly degrade the quality of the cleaning.
Testing Photonics Surfaces Before Coating
Water break tests are a very common method used to determine if an optic component is clean enough to be coated. This simple and subjective assessment is carried out by merely putting water on the surface and visually inspecting if the entire surface gets wet or if the water avoids certain areas of the lens - if the water “breaks” around invisible contaminants.
It’s also not unheard of to breathe onto the lens and see how the ensuing “fog” covers the surface. It’s a ludicrously qualitative test that riffs on the classic water break test but utterly destroys any cleanliness the inspector was looking for.
To preserve the integrity of the clean surface that was created during the cleaning and treatment processes, a fast and easily conducted contact angle measurement can be used for a truly quantitative and objective cleanliness evaluation.
During all of the preparation steps the lenses go through, the chemistry at the top 1-5 molecular layers is altered in ways that have a tremendous impact on the strength of the coating adhesion. In a manufacturing context, a test is needed that is reliably sensitive to these changes and can offer manufacturers a clear indication of these changes. That’s what contact angle measurements provide.
When a liquid drop is placed on a clean optical surface, it will wet out considerably and create a low contact angle. If there is any residue left over from a polishing step, inadequate rinse, or a plasma treatment with insufficient exposure time, then the liquid drop will react to this presence by beading up and creating a high contact angle. The beauty of this inspection technique is that it is completely non-destructive to the cleaned surface and can evaluate surfaces of any geometry.
Concave and convex surfaces are extremely common in photonics and require a testing method that can evaluate their cleanliness with the same accuracy and ease as a totally flat surface. Contact angles make that possible, especially if they are measured using equipment that deposits the liquid with extreme precision and overcomes the intricacies of surface variation.
Contact angle measurements are a useful metric during R&D for understanding the qualities of materials that impact the strength of a coating bond. Ensuring consistent and known surface quality eliminates this variable from the test matrix and allows for easier scaling up to production. When this same evaluation can be done on the actual materials being cleaned and coated and thus correlated back to the results in the research lab, then a new level of certainty in the effectiveness of the process can be achieved. Specifying surface conditions during development will reduce potential troubleshooting during scale-up by blindly introducing unknown surface states to the process.
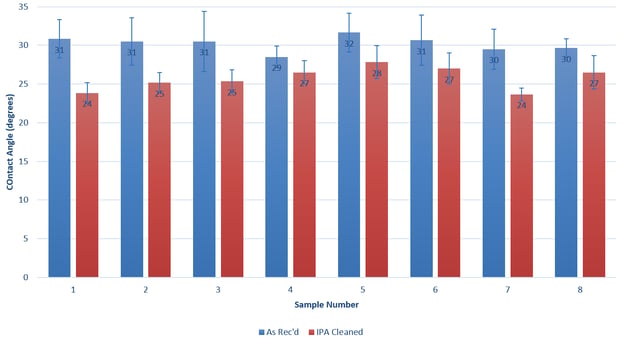
The chart below shows the work we did to evaluate glass samples sent to us to understand the impact of cleaning using contact angle measurements. As you can see, once the glass was cleaned with IPA, the contact angle reduced in kind ~5° each time. The contact angle measurements consistently indicate even slight changes to the quality of the glass surface. This reliability and resolution allow manufacturers to make decisions based on actual data directly pointing to how prepared their surfaces are.
Each step of an adhesion process has what we classify as CCPs (critical control points), where the critical surface of a substrate (in this case, the glass) is potentially exposed to detrimental contaminants or chemical changes.
Small changes (like having glass supplied by multiple vendors or a change in wash chemistry) can introduce unknown surface contaminants, affecting surface quality and, ultimately, adhesion with a coating. Shipping, handling, and storage conditions vary from supplier to supplier and will impact surface chemistry through the introduction of contact contaminants and introduce risk to the process.
Having a surface cleanliness spec based on contact angle will allow production to build a line with the necessary equipment to achieve reliable bond performance in regard to the surface side of the interface.
To learn more about how to create a coating process that reduces risk and creates consistently reliable products, download our eBook. Predictable Adhesion in Manufacturing Through Process Verification offers insight you can’t get anywhere else about how to scale up testing from the lab and get the reduction in scrap and returns you need.