Adhesive bonding can be used to create strong, reliable assemblies that perform extraordinarily well in the field. Adhesive bonding is a deceptively sophisticated process that is frequently used in complex manufacturing environments. It is imperative to take a holistic view of each step in a multi-phased production process in order to understand how to optimize adhesive bonding contact. Eliminating opportunities for surface contamination to occur at multiple steps in the process can help ensure reliable bond performance.
Minor excursions from established production protocols can result in upstream adhesive bonding issues. This article highlights how to proactively mitigate adhesive bonding problems through the use of contact angle measurements at various points in the manufacturing process.
The Benefits of Developing Specifications for Surface Properties that Control Adhesion
Training your entire organization on the targeted parameters for defining what is a properly prepared surface, based on the characteristics that actually determine adhesion, is critical for achieving successful adhesive bonding. This initiative extends beyond process control, equipment purchases, and obtaining the insights of expert Materials Scientists -- training your team on the importance of controlling surface quality and why surface quality is an integral success factor for reliable adhesive bonding is vital to this training effort. When training your team regarding successful adhesion processes, be sure they obtain a conceptual understanding of the following:
- Why surface quality matters
- Surface cleanliness specifications
- The importance of developing standardized processes for adhesive bonding surface preparation
- How to monitor the production process in real-time to achieve surface preparation targets
After providing your team with the foundational training listed above, you will need to achieve organizational “buy-in” for the processes that you create. Developing objective, measurable parameters for surface cleanliness specifications, and integrating those parameters into your process workflows, process documentation, and performance metrics, will help keep control of critical surface quality characteristics top of mind within your organization.
The Chemical Composition of Surfaces is More Sensitive than Most People Realize
The top few molecular layers of a surface are the layers that need to be “chemically clean” to ensure successful adhesion. These top few molecular layers are extraordinarily sensitive to small changes in the environment, handling, or processing steps. Because these submicroscopic changes are not visible to the eye, alternative methods need to be used to detect these changes.
Contact Angle Measurements are Ideal for Detecting Process Drift
In an ideal world, processes would perpetually remain “in spec.” In reality, processes frequently drift out of spec for multiple reasons. Determining, in real-time, when a process begins to drift out of spec can help you mitigate the root causes of process drift and avoid costly product quality issues and unplanned shutdowns.
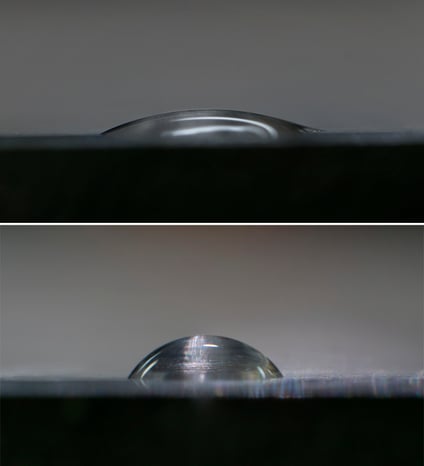 A contact angle can be used to provide information about the chemical state of a material surface. When a drop of water is deposited on the surface, the surface will either repel or attract the droplet, causing it to bead up or flatten out. The interaction between the surface and the water is quantified by measuring the angle between the surface and the line tangent to the edge of the drop.
A contact angle can be used to provide information about the chemical state of a material surface. When a drop of water is deposited on the surface, the surface will either repel or attract the droplet, causing it to bead up or flatten out. The interaction between the surface and the water is quantified by measuring the angle between the surface and the line tangent to the edge of the drop.
A water drop forms a shape on a surface that is a segment of a sphere. The angle established between the perimeter of the drop and the surface is the contact angle. Surfaces that are energetic or that have a high surface energy will exert a strong pull on the water. As the water spreads across the surface, the contact angle is lessened. Generally speaking, a low contact angle correlates to high surface energy. Conversely, if a surface is contaminated, it will have low surface energy. Surfaces with low surface energy allow water drops to bead up, which increases the contact angle. Contact angles are extremely sensitive to surface properties and can readily detect a change in a single molecular layer.
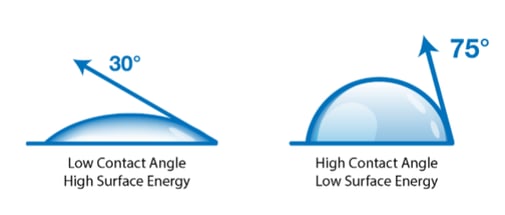
High-energy surfaces pull liquids to the surface, creating a low contact angle.
Low-energy surfaces allow the liquid to bead up, resulting in high contact angles.
The contact angle provides a quantitative measure as to whether a surface is ready to be bonded or coated or if it needs further processing.
Unlike legacy testing methods, like dyne inks, water contact angle testing is non-destructive and can be performed in-line, offline, and on actual production components. Also, unlike legacy testing methods, no waste is generated from water contact angle testing.
Other benefits include:
- Contact angle measurements are quantitative and precise.
- Contact angles can reveal, in real-time, which processes are drifting out of spec.
- Contact angles provide manufacturers with a convenient and nondestructive way to gather historical data. This will, for the first time, enable predictive analytics that can anticipate when a process is about to go out of spec.
Rapid, portable, or in-process, high-resolution equipment is needed to accurately capture contact angles in manufacturing.
Taking Contact Angle Measurements in the Lab vs. Production
 Commercial benchtop goniometers date back to the 1940s, and almost all are based on the design developed by William Zisman at the Naval Research Laboratory (NRL). High-quality NRL-type goniometers are available from a variety of manufacturers. These NRL-type benchtop goniometer instruments are generally limited to use in the laboratory because:
Commercial benchtop goniometers date back to the 1940s, and almost all are based on the design developed by William Zisman at the Naval Research Laboratory (NRL). High-quality NRL-type goniometers are available from a variety of manufacturers. These NRL-type benchtop goniometer instruments are generally limited to use in the laboratory because:
- They can only measure contact angles on flat, horizontal, and smooth surfaces.
- Equipment must be operated by trained professionals in a controlled environment such as a laboratory.
- NRL goniometer instruments cannot keep up with high-volume mass production.
- They cannot take measurements on parts with complex geometries, vertically or upside down.
- Benchtop goniometers only measure two points of the contact angle vs. modern technologies like the Surface Analyst™, which can measure up to 200 points.
The additional analysis available with the Surface Analyst provides a more accurate representation of how the water droplet is interacting with the surface.
Depending on the materials and processes being used, humans may not even be able to approach the production line to take manual measurements. This is particularly evident in automated production lines with rapid transfer of products from one station to the next.
Evolution in contact angle measurement technology has facilitated greater flexibility for taking contact angle measurements near to action and directly on the production floor. The Surface Analyst line of products has been designed to address all of the limiting factors of an NRL-type goniometer to create easy-to-use technology specifically intended for real-time measurement and control of manufacturing. The Surface Analyst product line includes handheld, portable devices that allow operators to measure contact angles throughout the production line. The Surface Analyst product line also includes automated, in-line equipment for high-speed manufacturing applications.
Additional information comparing traditional benchtop goniometers with the newest Surface Analyst technology can be found in this article.
Defining Critical Control Points Enables Successful Root Cause Analysis for Process Drift
Determining the root cause of process drift can be challenging. Mapping every stage in your process where the condition of your material surface has the opportunity to change requires taking a holistic look at your entire production process and supply chain.
Any unique processing step that can affect the final surface properties is defined as a “Critical Control Point” (CCP). These are the points in the manufacturing process that must be monitored and controlled to ensure the success of printing, cleaning, coating, bonding operations, and, ultimately, product performance and quality. A CCP is any location in your process where surface quality has the opportunity to change. This includes any material handling step, part processing, or even a step where a part or material is stored.
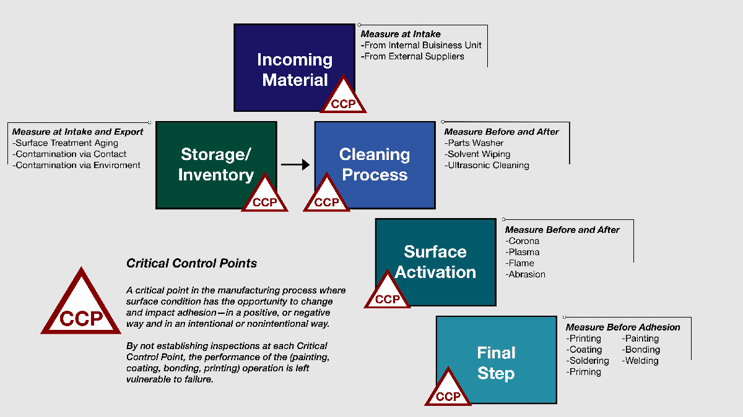
A Critical Control Point (CCP) is any point in the manufacturing process where the surface condition of a material has the opportunity to change—intentionally or unintentionally—and impact adhesion in either a positive or negative way.
Identifying Your Critical Control Points
1. Incoming Materials from Suppliers
You should establish a process to measure the surface cleanliness of all incoming materials – including if they are coming from another internal business unit or from external suppliers.
2. Storage Conditions
Consider the conditions in your warehouse. Temperature, humidity, airborne contaminants, and duration of storage can all impact surface conditions.
3. Preparing the Surface
Each manufacturing process is different in how the material surface is prepared for adhesive bonding or coating. Some manufacturing operations include a requirement to clean the material before adhesion using methods like a parts washer, solvent wiping, or ultrasonic cleaning. Other operations include an activation step using a treatment method like corona, plasma, flame, or abrasion. Some operations include both a cleaning step and an activation step. In all situations, the material surface is changing, and it is critical that every point should be measured and validated using a water contact angle.
4. Preparing the Finished Product for Shipment to Your Customer
For many products, such as medical devices, the importance of surface condition does not stop at the point where manufacturing is complete, and the product is packaged for shipping. The performance of many products in the hands of the customer depends on packaging a clean product and ensuring that the packaging maintains that clean state during shipping and storage. Consider the steps you take to prepare your product for shipment to your customer. Give consideration to the following:
- What is your packaging process, and can it introduce contaminants?
- How is your packaged product protected from potential contaminants while awaiting shipment?
- How long does the finished product remain on your site before shipment or in transit?
Validating Surface Quality for Each Critical Control Point
The points listed above provide a generic example that may be applicable to your manufacturing environment. As a rule of thumb, more complicated products with more intricate processing steps have more CCPs than less complicated products and processes. It is critically important to take measurements of a surface at each CCP – including measuring surface characteristics before and after each processing step.
Eliminate Process Drift by Controlling Processes Within Each CCP
Isolating the root causes of adhesive bonding failures requires taking a holistic look at the entire production process. Surface contamination and resulting product quality issues can occur at any CCP. It is necessary to conduct a root cause analysis and develop a set of corrective actions for each CCP where surface contamination has occurred. Rapid contact angle measurements provided by the Surface Analyst equip manufacturers with a consistent, reliable, and easy-to-understand indicator of surface quality. Using appropriate equipment for measuring contact angles will ensure the reliability of both your initial analysis as well as your ongoing ability to keep your manufacturing processes in control.
To learn how you can find the root cause of failure and fix it by creating a contact angle specification, download our eBook on the subject: “Checklist: Adhesion Failure Root-Cause Analysis for Manufacturers.”