To produce quality products, manufacturing processes involving adhesion must be properly controlled, whether the adhesion relates to painting, coating, printing, sealing, or bonding.
In recent years, issues with adhesion have become even more complex and critical to control. Significant technological advances have been made in developing new adhesives, paints, coatings, polymers, and composites. This allows manufacturers to produce higher quality products using newer materials and techniques to produce stronger, lighter, and more reliable parts in an efficient and less costly manufacturing process.
Recent technological advances:
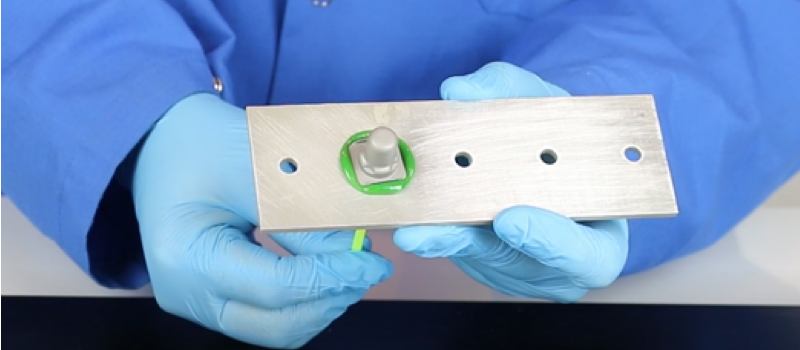
- The automotive industry now uses silicone sealants to seal certain critical surfaces, such as valve covers and oil pans to the engine block, rather than using gaskets.
- In aerospace, advances in composite materials are changing the designs and the way aircraft are built. Rather than using metals joined with rivets and mechanical fasteners, composite parts and other materials are now bonded together to create stronger, lighter, and higher performance structures.
- New medical devices are being developed that are often treated with advanced coatings for various medical purposes. These coatings are often critical to patient safety and comfort.
- Packaging is used as a critical component of marketing campaigns, product and consumer safety. Advances in polymers, inks, innovative packaging design and packaging equipment create new adhesion challenges.
- There has been an almost geometric expansion of the use of software and electronics to control mechanical processes and advanced communication equipment. Electronic components rely upon proper adhesion and uniform application of conformal coating, hydrophobic coatings for environmental protection, and oleophobic coatings for touchscreen applications.
How Can Surface Intelligence Assist Your Manufacturing Process?
Contact a Surface Analyst Expert today to learn more about our expertise, technology, and other services:

The need to be confident in adhesion processes is ubiquitous across all manufacturing.
Adhesion failure results in significant expense, including scrap, rework, sales returns, warranty claims, product recalls and production delays. Additionally, because adhesion problems are sometimes intermittent and root causes are often not discovered, some of the costs are hidden because they have been baked into cost standards and warranty allowances.
Finally, poor product quality leads to the ultimate expense, a loss in customer confidence and lost business.
If management cannot be confident in the adhesion process, new innovations in advanced materials or new products might never reach the marketplace. For example:
 An advanced composite may not be used because the manufacturer is not confident the bonding will hold.
An advanced composite may not be used because the manufacturer is not confident the bonding will hold.- The manufacturer who cannot provide validation that a coating will be uniformly applied in a critical application, including medical devices, may not obtain regulatory approval.
- Adhesion failures sometimes require management to abandon a chosen manufacturing process.
- Failure of electronic parts on mechanical devices, whether in cars, planes, machinery, can cause bodily harm and loss of life.
Every customer has personally experienced some form of adhesion failure, whether it is paint peeling, delamination of glued parts, delamination of electronic boards, ink rubbing off packaging, fogging of headlights due to moisture ingress, labels peeling, substandard performance because a coating is not uniformly applied, etc. All of these applications rely upon holistic control of the adhesion process to ensure quality output. To do this effectively it is worth remembering you cannot manage what you cannot measure.
 Download the full eBook to get the best practice list for discovering the root cause of an adhesion problem.
Download the full eBook to get the best practice list for discovering the root cause of an adhesion problem.
Get your copy today by completing this form!
Achieving reliable bonded structures has been elusive for manufacturers despite numerous attempts to permanently solve the problem. Often, the root cause of failure is never discovered. A problem may be ‘solved’ for a while, but then reoccurs without warning.

Achieving reliable, predictable adhesion requires precise control of three things:
- Composition of the adhesive or coating material
- The adhesive or coating application and curing processes
- The composition and properties of the first few molecular layers of the surface receiving the adhesive or coating, e.g. surface preparation
With respect to factor 1, adhesive manufacturers tightly control their formulations and manufacturing processes, and the science behind these is well established. Consequently, adhesive manufacturers are highly confident in the properties of the adhesive and its repeatable performance. Similarly, regarding factor 2, manufacturers can choose from a wide array of tools to properly dispense paints, sealants, coatings, and adhesives. The curing procedures are clearly defined by the adhesive manufacturer.
Controlling the surface (factor 3) throughout the entire adhesion process continues to represent the biggest obstacle to manufacturers’ being highly confident in the reliability of their processes. This is the least understood and controlled of the three factors and therefore is usually where the problems arise. Control of the surface is difficult, though, because it’s influenced by many factors, including the following 7.
The least understood, yet extremely crucial, element of managing adhesion processes is control of the top few molecular layers of the surface receiving the adhesive or coating.

- Proper adhesion occurs within the first few molecular levels, and therefore the quality of any surface typically cannot be determined by human sight.
- As parts travel from suppliers and then throughout the manufacturing plant, they are exposed to environmental contaminants that can impact adhesion.
- As manufactured parts sit in storage or inventory, their surface condition changes due to aging and the environment in which they are stored.
- Parts can be received from multiple different suppliers in varying condition. A process designed to clean one vendor’s parts may not be sufficient to clean another vendor’s parts.
- Surfaces are much more sensitive to attracting contaminants adversely affecting adhesion than most people understand. It isn’t simply whether something is clean of particulates. Rather, it is essential to know the surface is chemically clean. A surface can easily be corrupted by improper handling, changes in cleaning supplies or protocol, transfer of contaminants from other manufacturing processes, packaging, transport mechanisms, etc.
- Many product specifications for cleanliness only address particulate cleanliness and do not address if the surface is chemicallyl clean.
- Finally, many adhesion processes cross departmental boundaries, and so responsibility for the surface is shared. For example, in a given adhesion process, departments such as vendor quality, receiving, parts machining, parts washing, sanding, sealing, and assembly all share responsibility for surface condition.
Proper adhesion occurs within the first few molecular levels, and therefore the quality of any surface typically cannot be determined by human sight.

 A common qualitative method used to evaluate surfaces for the presence of hydrophobic contaminants, which can be detrimental to adhesion. The test can also be used to validate that a surface is sufficiently hydrophobic if the application requires that characteristic. In this test, a stream of water is visually assessed as it flows over a surface, leaving the results up to the perception of the individual administering the test. Without a clear, repeatable standard for its pass/fail threshold this test falls short of giving any well-defined or actionable data. The water break test is a probabilistic approach that doesn’t offer insight into the root cause of an adhesion issue.
A common qualitative method used to evaluate surfaces for the presence of hydrophobic contaminants, which can be detrimental to adhesion. The test can also be used to validate that a surface is sufficiently hydrophobic if the application requires that characteristic. In this test, a stream of water is visually assessed as it flows over a surface, leaving the results up to the perception of the individual administering the test. Without a clear, repeatable standard for its pass/fail threshold this test falls short of giving any well-defined or actionable data. The water break test is a probabilistic approach that doesn’t offer insight into the root cause of an adhesion issue.
To measure a contact angle, a drop of water is deposited on a material surface to determine surface energy. This surface energy correlates directly to a material’s ability to adhere. The angle at the point the drop meets the surface is measured. The surface energy is defined by what degree the drop is attracted to the surface (wets out and expands) or is repelled by the surface (beads up and constricts). A higher angle equates to lower surface energy and a lower angle equates to higher surface energy. This test provides an exact quantitative measurement that reliably predicts adhesion.
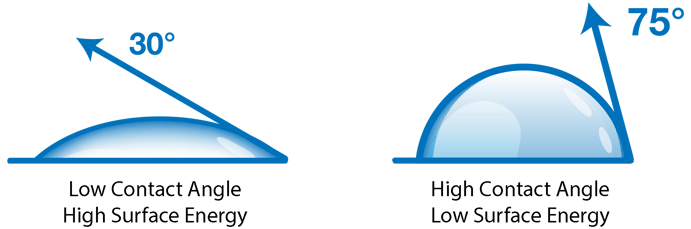
Contact angle measurement can be used to determine if a hydrophobic coating has been uniformly applied to a wire, catheter, or medical device (i.e. the manufacturer doesn’t want the surface to attract). Contact angle surface measurement readings should produce a high contact angle (low surface energy) within known parameters. Low contact angles indicate the coating was not uniformly applied.
The real key is to simply know the number that results in predictably good adhesion and then make sure your process cleans or activates to the number. Then, a company is on the trail to identify root cause.
Until recently, this type of measurement was typically performed on samples in labs using a bench-top goniometer. However, portable contact angle measurement devices are recently available on the factory floor in both handheld and automated solutions. Because results are displayed quantitatively as an exact contact angle, there is no subjectivity and the measurement correlates directly to predictable adhesion. The real key is to simply know the number that results in predictably good adhesion and then make sure your process cleans or activates to the number. Then, a company is on the trail to identify root cause.
Material scientists use various laboratory tools to identify and characterize the nature of contaminants on a surface. The most common equipment includes the following:
 XPS is a testing method that determines the chemical composition of the uppermost 50-100 Å, or 1-2 top molecular layers of a material. By irradiating a surface with X-rays, the XPS test then determines the kinetic energy of ejected photoelectrons which reveals the percentage amounts of the elements present on the surface. This detailed analysis provides sensitive information about the chemical state of the surface region that directly affects the performance of surface engineering processes.
XPS is a testing method that determines the chemical composition of the uppermost 50-100 Å, or 1-2 top molecular layers of a material. By irradiating a surface with X-rays, the XPS test then determines the kinetic energy of ejected photoelectrons which reveals the percentage amounts of the elements present on the surface. This detailed analysis provides sensitive information about the chemical state of the surface region that directly affects the performance of surface engineering processes.
Initially, companies try to find the cause of their adhesion problem with personnel from quality, engineering material process & control, or a managerial department head.However, this go-it-alone approach is difficult because materials science is a specialized field of study and involves an understanding of the properties and applications of disparate materials at the molecular level.
Some or all of this expertise and equipment may exist in the corporate lab, however, the everyday problems encountered on a factory floor are not easy to replicate in a laboratory environment. Even a highly functional lab doesn’t deal with these types of issues on a daily basis, limiting their ability to diagnose the root cause.

A problem manifesting itself in one department may actually be caused by one or more departments upstream or with third-party vendors in the supply chain.
If the root cause isn’t identified, companies are left with two options and both can be more costly than necessary. Live with the cost and other ramifications of the problem or add an additional manufacturing step.
Usually, a problem persists for some time before cross functional teams are formed to solve the problem.
If the root cause isn’t identified, companies are left with two options and both can be more costly than necessary:
- Live with the cost and other ramifications of the problem, including quality vendor reputation, lost business, and lost profits.
- Add an additional manufacturing step and/or equipment to compensate for the problem. For example, a company that can’t discover why the paint is peeling on a product may decide to add a primer paint step prior to the finished coat.
Some companies bring in a six-sigma manufacturing consulting firm to investigate quality problems related to adhesion. This is generally a good sign because executive sponsorship is likely involved and the consultant is empowered to cross departmental boundaries and explore issue further down the supply chain. Although, these consultants may or may not have the specialized materials science expertise or equipment to properly diagnose the problem.
Download the full eBook to get the best practice list for discovering the root cause of an adhesion problem.
Get your copy today by completing this form!

Brighton Science approach follows the best practices outlined above. We consider each manufacturer’s current plan and production process, work with them to optimize and control every critical aspect of that process and guide them to reliable adhesion and better products.
Brighton Science maintains a state-of-the-art materials science laboratory, and its staff of materials science experts and chemists offers a broad array of materials science services to manufacturers, including many of the most advanced manufacturing companies in the world. Applying a novel approach to diagnostics, we receive customer samples, design specific tests, and issue comprehensive recommendations to the manufacturer to control their adhesion issues.
Brighton Science offers an advanced technological suite of surface measurement inspection products, hand-held and automated, to help manufacturers monitor and validate surface cleanliness conditions.
To get the whole scope of our approach to eliminating adhesion failure, download the eBook: “Brighton Science's Guide to Adhesion Science for Flawless Manufacturing”
 Download the full eBook to get the best practice list for discovering the root cause of an adhesion problem.
Download the full eBook to get the best practice list for discovering the root cause of an adhesion problem.
Get your copy today by completing this form!