Polytetrafluoroethylene, or PTFE, is a very common material widely used in almost every major industry. This ultra-lubricious and multi-use fluoropolymer touches everyone from the aerospace and automotive industries (as an insulating cover on cabling) to musical instrument maintenance (it’s found in the valve oil brass and woodwind instruments for use on their moving parts). Probably its most famous iteration is under the branded name Teflon and is used as a non-stick surface on pots and pans. PTFE can be formed into molded parts; used as flexible pipe joints, valve bodies, electrical insulators, bearings, and gears; and extruded as tubing.
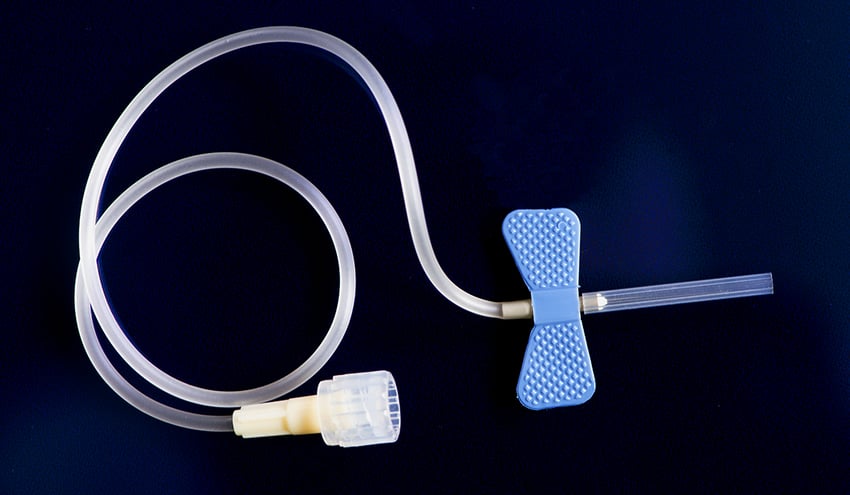
The extreme chemical resistance and chemical inertness, as well as the lightweight yet strong properties of PTFE, make it highly advantageous in the manufacturing and use of medical devices. Because of its extraordinarily low coefficient of friction (which is a mathematical way of saying that the surface is remarkably slippery), PTFE tubing can be used to transfer harsh chemicals or medical tools whose purity needs to be maintained and need safe passage into the body during surgery. PTFE tubing is so lubricious, resilient and thin that it is perfect for a guiding catheter ID (inside diameter) where tools like stents, balloons, atherectomy, or angioplasty devices need to slide through freely without the threat of snags or obstruction. Because nothing sticks to this stuff, it can also interfere with the ability of bacteria and other infectious agents to adhere to tubing and cause hospital-acquired infections.
All of these incredible attributes of PTFE mean that it is almost always bonded to something else. If it is being used as a coating, as a sealing gasket, or as tubing with Pebax jackets and plastic connective ferrules, it is very likely it needs to adhere to another material. You might have noticed what we already said: nothing sticks to PTFE. The properties that make this material so appealing to medical device companies also tend to create manufacturing challenges during product development and production. Getting coatings, elastomers, and other device components to adhere to PTFE is incredibly challenging and requires strict process controls.
So, how do manufacturers make this widely used, unbondable material bondable? And how do they know it has been treated or prepared properly and is actually ready to bond or coat?
The Importance of Chemically Etching PTFE
To explain why chemical etching is needed, it’s necessary to understand what causes PTFE’s lack of bondability. PTFE is made up of very stable chemical bonds, which make it difficult for it to join to anything else, even briefly.
To learn more about the best ways to bond, coat, seal, print or paint on any material, download our eBook about adhesion process verification techniques: Predictable Adhesion in Manufacturing Through Process Verification
Since PTFE is chemically inert, meaning the surface does not react with any chemical molecules it comes into contact with, either those in the air or those on the surface of other materials, its surface needs to be chemically modified in order to attach to cabling, metals, or tubing it’s being applied to.
All adhesion is a chemical process wherein the top 1-5 molecular layers of a surface interact with the chemicals present at the top 1-5 molecular layers of whatever surface is being applied to it. Therefore, the surface of PTFE needs to be made chemically reactive as opposed to chemically inert in order to bond successfully. In Materials Science, a surface that is highly reactive and eager to bond with other molecules is called a “high-energy surface.” So PTFE needs to be taken from a “low energy” state, which is its baseline condition, to a “high energy,” bondable quality.
There are a few ways to do this, including vacuum plasma treatment, and there are some who say they can achieve a bondable surface on PTFE by sanding, abrading, or using primers that were designed for PVC or polyolefins. However, the most common and most scientifically-proven method is a process called chemical etching.
Etching breaks some of the carbon-fluorine bonds of PTFE (which make up all fluoropolymers), in effect, changing the chemical characteristics of the etched area, taking it from an inert surface to one that is active and able to chemically interact with other substances. The resulting surface is less lubricious but is now a surface that can be glued, molded, or bonded to other materials, and it can be printed or engraved.
Etching is performed by placing the PTFE in a sodium solution, like the commonly used Tetra Etch. The resulting chemical reaction with the surface removes fluorine molecules from the carbon-fluorine backbone of the fluoropolymer, leaving carbon atoms that are deficient in electrons. The freshly etched surface has very high energy, and when it is exposed to air, oxygen molecules, water vapor, and hydrogen are allowed to fly in to take the place of the fluorine molecules, allowing restoration of the electrons. This restoration process results in a reactive film of molecules on the surface that enable adhesion.
One of the great things about chemical etching is that it is able to change just the top few molecular layers and leave the rest of the PTFE intact with all of its unique properties.
How To Verify the Consistency of a Chemical Etch Process
The core properties of PTFE remain the same since chemical etching only affects the very top few molecular layers. However, there may be a brown or tan tinting to the tubing. Color variation doesn’t seem to correlate to how bondable the surface is, so don’t use this discoloration as a real indication of how well the PTFE was etched.
The best way to know that your etching created the kind of surface you’re after is to use a method all professional etchers use: water contact angle measurements. This technique is done by depositing a drop of highly purified water on the PTFE and measuring how that drop behaves. The tiny drop will either bead up because it is more attracted to itself than the PTFE, or it will “wet out” and flatten against the surface because it is so attracted to the PTFE. Generally speaking, the more successful the chemical etch - the lower the contact angle (the flatter the drop). This is often referred to as testing the “wettability” of the surface because, essentially, if the surface is properly etched and the drop of water spreads out, more of the surface gets wet.
The image to the right shows a top-down view of a drop of water (inside the little yellow and blue ring) on PTFE tubing before it has been etched. As you can see, the edge of the drop makes a 95-degree angle with the surface of the tube.
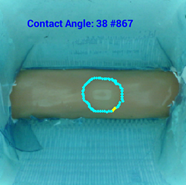 The image to the left shows a similar drop of water deposited on a PTFE tube after being etched. You can tell that the drop has spread out further on the surface of the tube because the yellow and blue ring is larger. This means that the drop edge is creating a lower contact angle with the surface of the tubing. When we measure that angle with our Surface Analyst device, from which both of these images were taken, we see that, yes, the angle is 38 degrees. If that meets our predetermined requirements for the number we need to hit to ensure this tube is bondable, then we have validated that the surface has been etched sufficiently.
The image to the left shows a similar drop of water deposited on a PTFE tube after being etched. You can tell that the drop has spread out further on the surface of the tube because the yellow and blue ring is larger. This means that the drop edge is creating a lower contact angle with the surface of the tubing. When we measure that angle with our Surface Analyst device, from which both of these images were taken, we see that, yes, the angle is 38 degrees. If that meets our predetermined requirements for the number we need to hit to ensure this tube is bondable, then we have validated that the surface has been etched sufficiently.
For the most effective use of the water contact angle test, working with a surface scientist is important to understand the ideal angle range to reach after your etch. This allows you to build a predictable bonding process based on a quantifiable specification. Because if you know that you need to create a surface with a particular contact angle, then you know that when you do, your adhesion will be a success.
Additionally, to ensure an efficient etching process, it’s important to measure the water contact angle before the etching takes place. Getting a baseline cleanliness assessment allows you to know exactly what the parameters of the etch need to be to reach your contact angle requirements.
Maintaining Your Etch
Proper storing of etched PTFE is essential to a successful adhesion process. Storage and inventory is a Critical Control Point (CCP). These CCPs are anywhere in the entire process where the surface of a material has an opportunity to change, for good or for ill, and perhaps unintentionally. The storage CCP is crucial for etched PTFE because the newly chemically cleaned surface is so reactive that anything it comes into contact with can alter and degrade your work.
The best practice in storing PTFE post-etch is to use the original packaging it arrived in if it is resealable. If that’s not available, then UV-blocking bags are a good alternative. Keep the PTFE away from air and moisture as much as possible, and before trying to bond to it, make sure you take a contact angle measurement to ensure that it has maintained its ability to bond.
PTFE is an extraordinary material with myriad applications, but to get the most out of it, it must be chemically etched and then bonded in most cases. To ensure this is done sufficiently, a test that is sensitive to the chemical changes on the surface needs to be used. Partner with a materials expert who understands your manufacturing process to optimize your etch and instill certainty into your workflow.
To learn more about the best ways to utilize water contact angle measurements in your process, download our eBook about verification techniques. The information in this book will put you on the right path to a predictable adhesion process that results in the highest quality PTFE products. Download it now: How to Streamline Process Design to Production for Medical Devices.