One of the most pressing questions on the minds of manufacturing engineers is how to take a load off. Lightweighting, or shedding pounds on assembled vehicles and machinery, is a critical puzzle in aerospace, marine, and, most acutely, automotive industries. In fact, with the pressure to optimize fuel efficiency and make room for electronic components, lightweighting has become the number 1 issue automotive engineers have on their plate to solve.
This has had a profound impact on the industry. By the year 2030, automotive OEMs are projected to more than double the amount of lightweight materials used in the manufacturing of their vehicles. Cars like the McClarin F1 and BMW I8 have used lightweighting as a way to increase speed and overall performance. Recent Chevy Silverados are equipped with lighter-weight composite truck beds, and many interiors are being reconsidered to include materials that don't weigh the structure down more than necessary. Replacing traditional materials like steel, other iron alloys, and heavy materials has revealed many opportunities for creativity and ingenuity within vehicle assembly processes.
Lighter is Better
With demands for higher fuel efficiency already creating the need for lighter vehicles, the race is on to pull as much weight out as possible. Autonomous driving cars are right around the corner. We're already seeing significant additions to currently available vehicles due to innovations coming from modifications that will be required to make cars autonomous and safe. The average sensor suite package will add about 400 pounds to the weight of the car, not to mention the nearly 1000 pounds added by the battery packs themselves. This additional weight must be compensated for to even get back to the original efficiency of a vehicle built with standard materials.
The most logical place to look at reducing weight is the material used to construct the cars. One of the things that set the automotive industry apart from other sectors that are looking for new advanced materials is the concern with production rate. Margins are not very high on vehicles, relatively speaking, so volume is paramount.
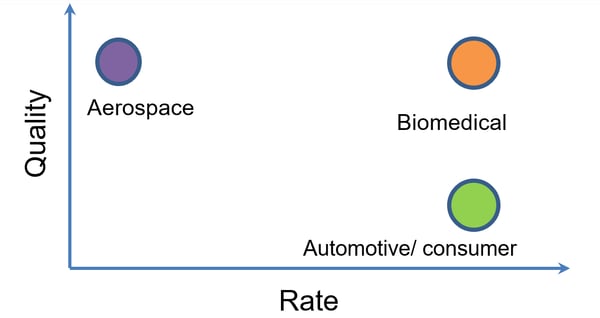
In this infographic, you can see that automotive manufacturers think very similarly to companies that produce consumer goods. It's not that quality is of no concern; major auto OEMs tell us that just one warranty claim (e.g., poorly performing powertrain sealants) translates into seven lost new car sales. So quality is an economic calculation where production managers are pressed to keep vehicles coming off the lines at enormous rates. Therefore, efficiency is crucial.
With lightweighting concerns taking precedence in this environment and forcing auto manufacturers to adopt new strategies to keep up current production rates and efficiencies, new materials are being brought in to carry the load. This inevitably creates changes, both big and small, to the manufacturing process.
New Process and New Perspective
Some of the new materials replacing steel and heavy metals are merely lighter-weight metals such as aluminum, magnesium, high-strength steel, and titanium. Along with these metals, materials like glass fiber and carbon fiber composites, plastics, and other non-metallic lightweight materials are being used.
These new materials bring with them a whole new set of challenges. Materials do not act the same, and when safety standards need to be maintained (e.g., vehicles must brake identically regardless of the materials in the structure), compensations must be made.
New ways of assembling vehicles are required, with molded composites and plastics being joined to dissimilar materials. Luckily, adhesive bonding is a lighter-weight alternative to riveting and even enables some enhancements to vehicle structural integrity.
- Car body assemblies are sturdier and more rigid
- The metal structures are able to absorb 25% more energy when bonded
- Increased resistance to fatigue due to the use
- This actually makes it possible to join dissimilar substances
- Adhesively bonded structures make for quieter products as they have improved acoustic and vibration dampening
Adhesive bonding is not new to the automotive industry, but the amount that needs to take place and the variety of materials involved are.
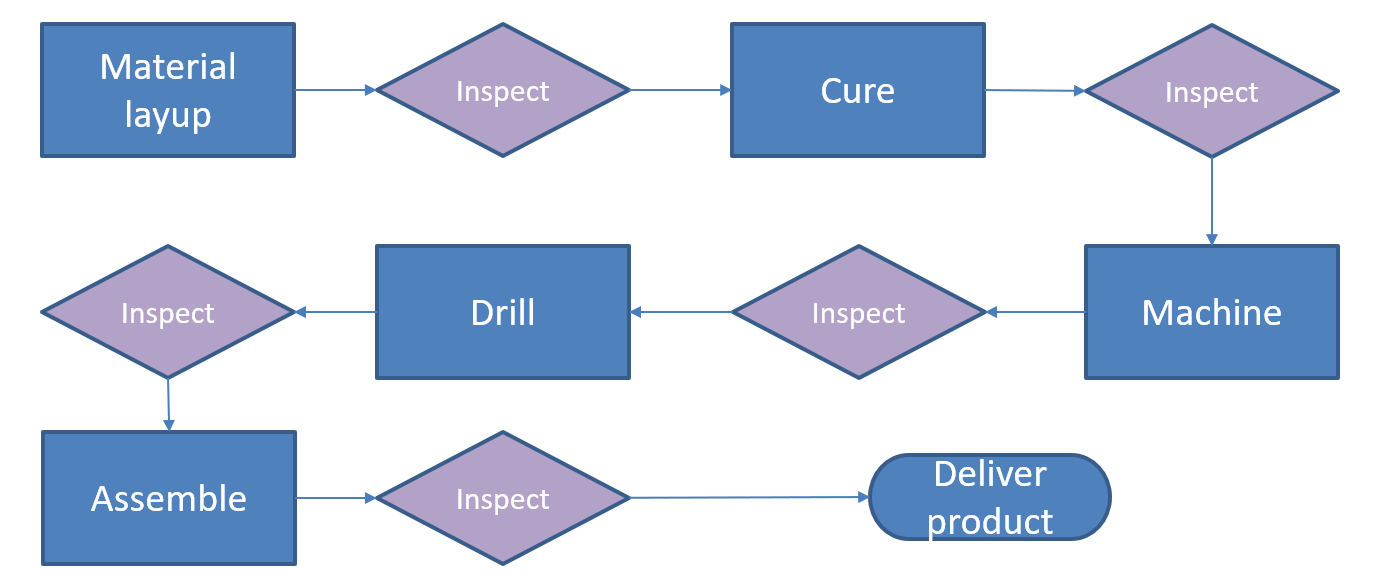
The old way of thinking about assembling vehicles involved inspections directed at ensuring a quality product is delivered to each subsequent step. The type of attributes inspected are things like dimensional tolerances, the accuracy of hole placement, and other machining-related variables that ensure the joints will be sound when riveting. The steps are compartmentalized and segmented: inspections at each individuated step ensure successful handoff to the next manufacturing step.
This flowchart shows a simplified version of a process for mechanically fastened structures:
Adhesively Bonded Structures Require a Different Mindset
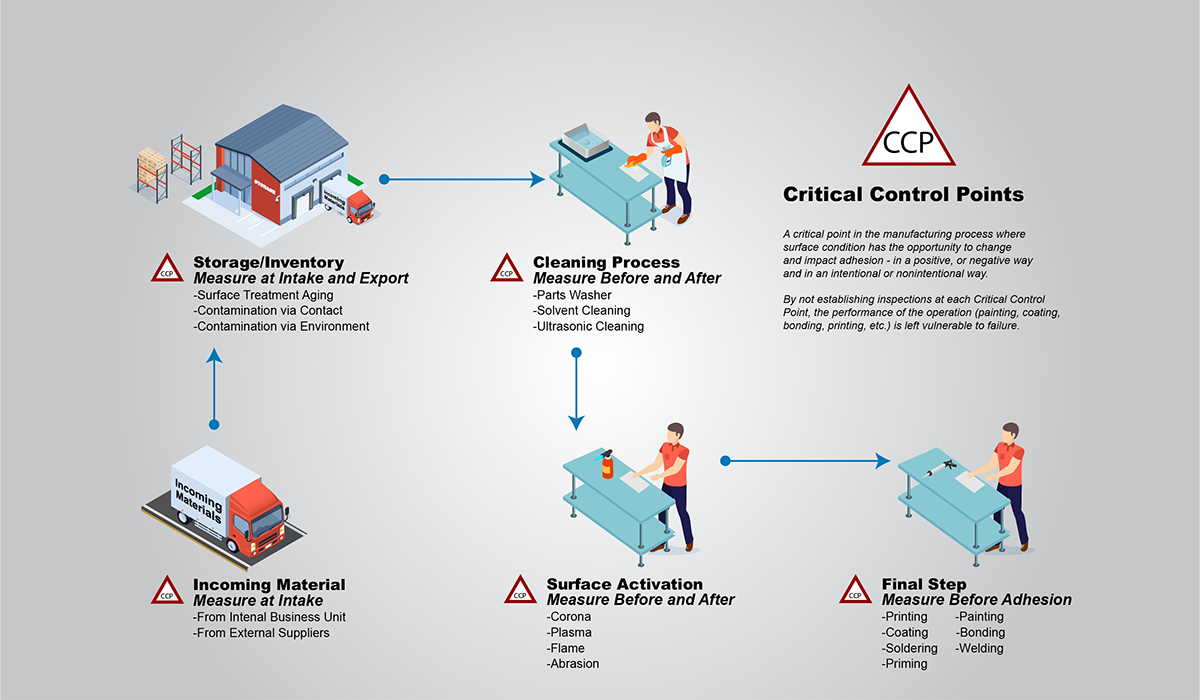
The entirety of the manufacturing process has to be seen as an adhesion process. The steps in the manufacturing process are not isolated. There is opportunity all throughout, at every Critical Control Point, for contamination that could be detrimental to adhesively bonded structures to be introduced or for a part to be insufficiently cleaned. Each step has a possibility to affect the outcomes of the adhesion process.
Here's a modified version of the flowchart above that shows a couple of foundational changes that are implemented when a production process becomes an adhesion process:
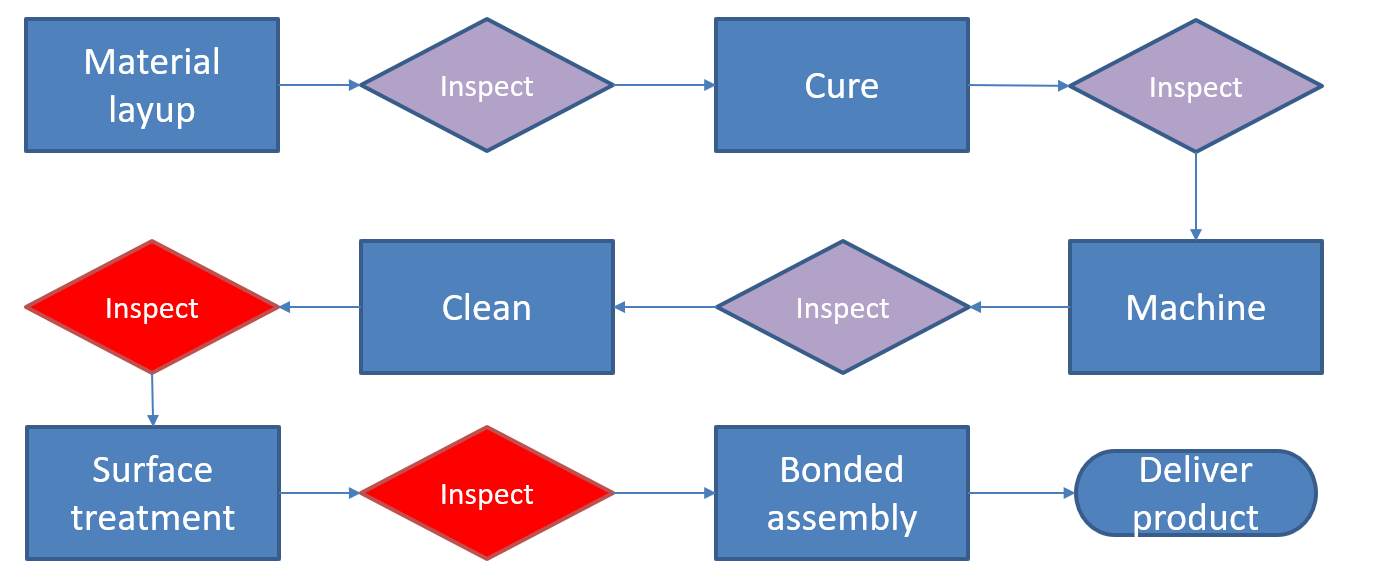
Several of the inspection steps remain the same as before, but cleaning and surface treatment steps have been added. Crucially, these have been implemented with the inclusion of inspection steps before and after these operations. The adhesion process is the sum of all of these steps. Each step is interrelated in ways that the traditional models of manufacturing processes take for granted.
New Ways of Cleaning
The cleaning and surface treatment steps that have been added into the new workflow are a result of the inclusion of new and advanced materials that the same old methods of surface preparation are insufficient. Steel and carbon fiber composite do not have the same chemical makeup and, therefore, need to be prepared for bonding differently.
The new steps likely include plasma treatments to activate or passivate materials. Laser ablation, abrading steps, and traditional industrial parts washers are also used to get material surfaces prepared because cutting oils, motor oil, grinding debris, aerosols, and other contaminants are ever-present in production environments.
Metals, in general, regardless of their composition, have relatively high energy or highly reactive surfaces that bond well when free of oils and silicons, such as a mold release. Metals need to be fully cleaned and sometimes passivated to make an ideal surface for bonding to.
In order for composites and plastics to bond well, as they have considerably lower surface energy, they need to be activated and chemically cleaned to create a surface full of reactive sites where the adhesive can cling to the material and build a strong bond.
New Variables and New Ways of Inspecting
With all the changes to the adhesion process, there come some new challenges. The workflow below shows some considerations that need to be made when thinking about how to properly clean materials that are handled differently than traditional materials.
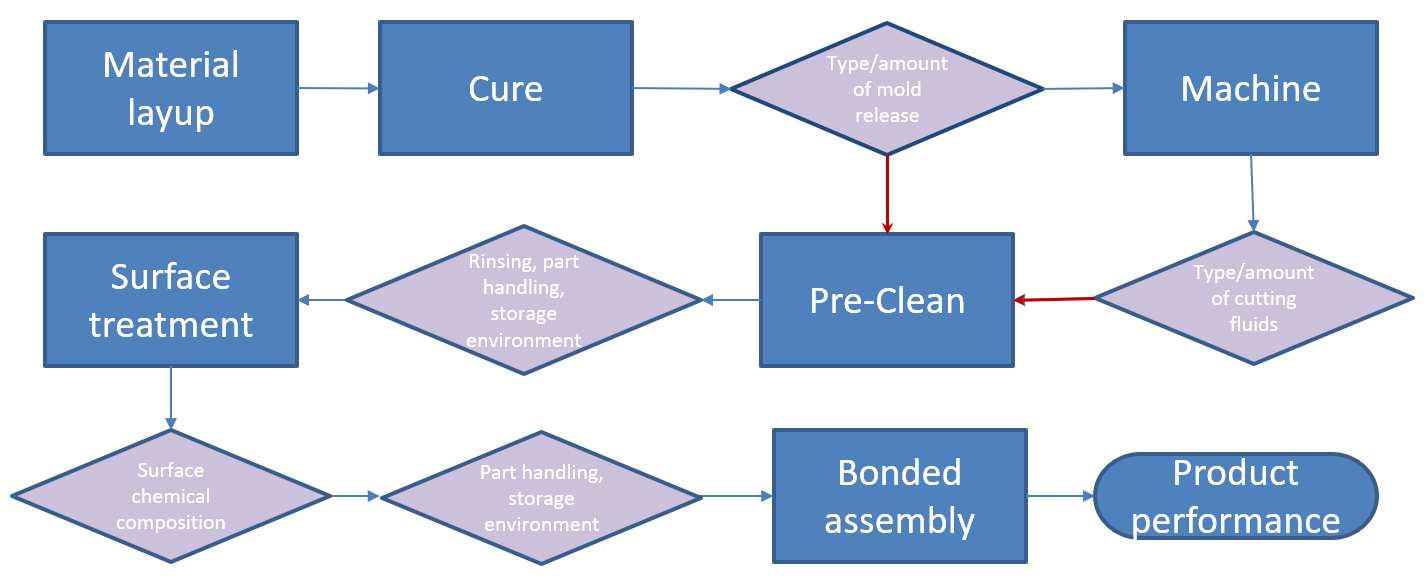
Like previously stated, at each step, there are ways for contaminants to be introduced or for surfaces to be inadequately cleaned and treated. When you think about the manufacturing process as an adhesion process, you begin to see all the ways that the bonding operation at the end of the process does not happen in a vacuum.
Variables that come into play with plasma treating include things like the stand-off height of the deployment nozzle, exposure time to the treatment, speed of treatment, and out time after treatment has occurred before the parts are assembled. Much like any cleaning or surface treatment operation, there are opportunities to optimize to generate the best results. Automotive manufacturers may need to consult Adhesion Process Experts who understand the ways that materials interact with treatment and know how to achieve a chemically ideal surface for bonding.
The most effective way of monitoring the performance of each manufacturing step is to inspect the surface quality before and after every step where the surface is manipulated in some way. This can also include a quantitative, objective quality check on parts that are produced offsite and brought into the assembly facility. This provides a way of keeping suppliers accountable to cleanliness specs so all downstream steps do not have to compensate for dirty parts coming into the process.
In order to have a reliable way of monitoring these steps with inspections, a new method of surface quality verification needs to be implemented as well. Using fast, accurate contact angle measurements directly on the production line offers a non-destructive method of gathering actionable data that lets you know exactly what the state of your material surface is throughout the entire process.
Automotive manufacturing plants are getting as automated as the cars they will be rolling out, and so contact angle measurement technology is following suit. Contact angle measurement devices can be integrated with automated processes and ensure surface quality faster and easier than ever.
A New Era of Car Assembly
Electric cars and autonomous vehicles are no longer on the to-do list, but they are our current reality. Lightweighting is not the future but a very present challenge to manufacturers. The new way that the majority of vehicle assemblies are happening now involves not only new materials and new processes, but in order to be fully effective, it requires a new way of thinking about adhesion processes.
All of this innovation and newness makes lightweighting possible, and since this new process is more flexible to design improvements, further innovations in automotive manufacturing are spurred on into the future.
To learn more about adhesion processes and how to build predictability into yours, download our eBook: Predictable Adhesion in Manufacturing Through Process Verification